Mashina konusi - Machine taper


A mashina konusi xavfsizlik tizimidir kesish asboblari yoki asbob egalari mil a dastgoh yoki elektr asbob. A erkak a'zosi konus shaklida shakli (ya'ni a bilan toraygan ) teng keladigan konusga ega bo'lgan ayol rozetkaga mos keladi burchak.
Deyarli barcha dastgoh shpindellari va ko'plab elektr asboblari shpindellari asboblarni biriktirishning asosiy usuli sifatida konusga ega. Hatto ko'pchilikda ham burg'ulash dastgohlari, qo'lda burg'ulash va mavjud bo'lgan stanoklar chuck (masalan, a burg'ulash patroni yoki kollet chak ), patnis konus bilan biriktirilgan. Matkaplarda, burg'ulash presslarida va frezalash dastgohlari, erkak a'zosi asbob dastasi yoki dastgoh ushlagichi, va ayol rozetkasi shpindel bilan ajralmas. Yoqilgan dastgohlar, erkak asbob yoki milga tegishli bo'lishi mumkin; shpindel burunlarida erkaklar, urg'ochilar yoki ikkalasi bo'lishi mumkin.
Izoh
Mashina asboblari operatorlar tez va osonlik bilan asbob bitlarini o'rnatishi yoki olib tashlashi kerak. A torna Masalan, bosh shtrixida aylanadigan mil bor, unga qo'zg'aysan diskini o'rnatish yoki kollet. Yana bir misol - a burg'ulash pressi, operator to'g'ridan-to'g'ri bir oz o'rnatmoqchi bo'lishi mumkin yoki burg'ulash patnisidan foydalanishi mumkin.
Deyarli barchasi frezalash dastgohlari, eng qadimgi qo'lda ishlaydigan mashinalardan eng zamonaviygacha CNC mashinalar, toraytirilgan yuzada uchib yuradigan asbob-uskunalardan foydalaning.
Mashina konusi oddiy, arzon narxlardagi va juda yuqori takrorlanadigan va ko'p qirrali asboblarni o'rnatish tizimi. Bu beradi indekslilik, chunki vositalarni tezda o'zgartirish mumkin, ammo aniq kontsentratsion va eksenel ravishda konus tomonidan joylashgan. Bu shuningdek yuqori darajaga imkon beradi elektr uzatish frezeleme uchun zarur bo'lgan interfeys bo'ylab.
Mashinali lentalarni guruhlarga ajratish mumkin o'z-o'zini ushlab turish va o'z-o'zini ozod qilish sinflar. O'zini ushlab turadigan lentalar bilan erkak va ayol burg'ulash kuchlariga tortmasiz qarshilik ko'rsatish mumkin bo'lgan darajada bir-biriga bog'lang va bir-biringiz bilan bog'lang va bo'sh turgan paytda asbob milda qoladi. Asbobni almashtirish zarur bo'lganda, u takoz bilan haydab chiqariladi. Morse va Jeykobs tapers o'z-o'zini ushlab turadigan xilma-xillikning namunasidir. O'z-o'zidan bo'shatilgan qoziqlar bilan, erkak urg'ochi ayolni ushlab turadigan tirgaksiz yopishmaydi. Biroq, yaxshi tortish kuchi bilan, u juda qattiq harakatsiz. NMTB / CAT, BT va HSK o'z-o'zini chiqaradigan xilma-xillikning namunalari.
Yengil yuklar uchun (masalan, torna dastgohi yoki burg'ulash dastgohi duch kelganida) o'z-o'zidan ushlab turuvchi konnektorli asboblar shunchaki milga yoki milga siljiydi; shpindelning ishlov beriladigan qismiga bosimi toraygan dastani toraygan teshikka mahkam olib boradi. Interfeysning butun yuzasi bo'ylab ishqalanish katta miqdorni ta'minlaydi moment spline yoki tugmalar talab qilinmasligi uchun uzatish.
Og'ir yuklarni ishlatish uchun (masalan, frezalashtiruvchi dastgoh miliga duch kelganda), odatda aylanishni oldini olish uchun kalit va / yoki burama bo'lak mavjud bo'lib, u tortma paneli ular ichiga vidalanadigan iplarni yoki tortish dastagining boshini bog'laydi. Keyin tirgak mahkamlanadi, dastani milga mahkam tortadi. Frezeleme dastgohlarida tortish chizig'i muhim ahamiyatga ega, chunki ko'ndalang kuch komponenti aks holda asbobning konusdan tebranishiga olib keladi.
Barcha mashina tegirmonlari sezgir chiplar, tirnoqlar (axlatlar) va axloqsizlik. Agar ular bunday konusning butun yuzasi bilan qattiq aloqa qiladigan erkakning ayolga joylashishiga xalaqit beradigan bo'lsa, ular aniq joylashmaydi va o'z-o'zini ushlab turadigan turg'unlik ishonchli bo'lmaydi. Mashinachilar lentalarni toza saqlash va ularni boshqa asboblar tomonidan chayqalishining oldini oladigan usullar bilan ishlashga o'rgatilgan. CNC asboblarini o'zgartirish tsikllari odatda bitta asbob ushlagichini ikkinchisiga almashtirish paytida siqilgan havo portlashni o'z ichiga oladi. Havo portlashi, aks holda asbob ushlagichi va milya o'rtasida xalaqit berishi mumkin bo'lgan chiplarni uchirishga intiladi.
Foydalanish
Konusli dastagi bo'lgan asboblar mos keladigan konusning rozetkasiga kiritilib, joyiga suriladi yoki buriladi. Keyin ular ishqalanish bilan saqlanib qoladi. Ba'zi hollarda, ishqalanish mosligini kuchaytirish kerak, chunki a tortma paneli Aslida asbobni rozetkaga boshqa yo'llar bilan imkon qadar ko'proq kuch bilan ushlab turadigan uzun murvat.
Oddiy burg'ulash mashinasida yoki torna sharoitida ehtiyot bo'lish kerak, bu esa konkursni tortib olish uchun hech qanday tirgakni ta'minlamaydi, agar asbob yuqori momentni talab qiladigan, ammo kam eksenel qarshilik ko'rsatadigan bo'lsa. Mavjud teshikni biroz kattalashtirish uchun katta diametrli matkapdan foydalanish misol bo'lishi mumkin. Bunday holatda, aylanma yuklanish sezilarli bo'lishi mumkin. Bundan farqli o'laroq, chiqib ketish harakati juda kam tortish yoki besleme kuchini talab qiladi. Bosish konusni ushlab turishga yordam beradi va muhim ishqalanish aloqasini ta'minlaydi.
Tang konusning siljishini ta'minlash uchun etarli bo'lgan burama kuchlarga qarshi turish uchun ishlab chiqilmagan va bu holatda tez-tez uzilib qoladi. Bu asbobni ayolning konusida aylantirishga imkon beradi, bu unga zarar etkazishi mumkin. Kichkina zararni engillashtirish uchun mors konusning reamerlari mavjud.
Tarmoqli tayoqchalar, dastani ham, rozetka ham toza bo'lganda rozetkaga eng yaxshi yopishadi. Shanklarni tozalab tashlash mumkin, ammo chuqur va kirish imkoniyati yo'q bo'lgan rozetkalarni o'rnatish, burish va olib tashlash uchun maxsus konusni tozalash vositasi bilan tozalash yaxshiroqdir.
Konusli dastani asboblari rozetkaning konstruktsiyasiga qarab turli xil yondashuvlar yordamida rozetkadan chiqariladi. Yilda burg'ulash dastgohlari va shunga o'xshash asboblar asbob "takoz" deb nomlangan xanjar shaklidagi metall blokni rozetka orqali to'rtburchaklar shaklidagi o'zaro faoliyat teshikka kiritib olib tashlanadi. Dreyfni ichkariga haydashda driftning ko'ndalang kesimi kattalashib borishi natijasida, tanganing eng chetiga ko'tarilgan drift asbobni tashqariga chiqarib yuboradi. Ko'pchilikda torna stoklari, asbob kvilingni tayoqchaga to'liq tortib olish yo'li bilan olib tashlanadi, bu esa asbobni vintning uchi yoki ichki tirgakka ko'tarib, konusni ajratib, asbobni qo'yib yuboradi. Asbobni tortma tirgak bilan ushlab turadigan joylarda, xuddi ba'zi tegirmon shpindaklaridagi kabi, tortma kaliti bilan qisman ishlov berilmagan va keyin bolg'a bilan urilib, konusni ajratib turadi, shu vaqtda asbobni yana tortib olib tashlash mumkin. Ba'zi tegirmon shpindellari bo'shashgan sahnadan faol ravishda vidalanganda asbobni chiqarib yuboradigan tutqichga ega; bu tegizishni talab qilmaydi. Orqa uchiga ochiq kirish joyi bo'lgan oddiy rozetkalar uchun orqa tomondan eksa bo'ylab shtrixlash o'rnatiladi va asbob tashqariga tegib turadi.
Turlari
Quyidagilarga qarab farq qiladigan ko'plab standart kassetalar mavjud:
- kesilgan konusning kichik uchidagi diametri ("kichik diametri")
- kesilgan konusning katta uchidagi diametri ("katta diametri") va
- kesilgan konusning ikki uchi orasidagi eksenel masofa.
Standartlar har xil o'lchamlarni o'z ichiga olishi mumkin bo'lgan oilalarga birlashtirilgan. Oiladagi torayish izchil bo'lishi yoki bo'lmasligi mumkin. Jarno va NMTB lentalari izchil, ammo Jeykobs va Morse oilalari turlicha.
Bir turdagi konusning asboblaridan foydalanishga ruxsat beruvchi adapterlar mavjud, masalan. Morse, boshqa konusli mashinada, masalan. R8 yoki aksincha va kichikroq Morse vositasini katta teshikli mashinada ishlatishga imkon beradigan tashqi va ichki toraytirilgan yengdan iborat oddiy adapterlar.
Tasmalarning birinchi ishlatilishidan biri montaj qilish edi matkap uchlari kabi to'g'ridan-to'g'ri dastgoh asboblariga quyruq keyinroq bo'lsa ham, torna dastgohi burg'ulash patnislari parallel dastani burg'ulash uchlarini ushlab turadigan ishlab chiqilgan.
Jigarrang va Sharpe
Jigarrang va Sharpe shu nomdagi kompaniya tomonidan standartlashtirilgan lentalar, tez-tez ko'rinadigan Morse konusiga alternativa hisoblanadi. Mors singari, ularning o'lchamlari 1 dan 18 gacha, 7, 9 va 11 eng keng tarqalgan. Ularning haqiqiy konuslari oyoq boshiga .500 dyuymga yaqin bo'lgan tor doirada joylashgan.
| Hajmi | Lg. Dia. | Sm. Dia. | Uzunlik | Konus (dyuym / fut) | Konus (kirish / kirish) |
|---|---|---|---|---|---|
| 1 | 0.2392 | 0.2000 | 0.94 | 0.5020 | 0.04183 |
| 2 | 0.2997 | 0.2500 | 1.19 | 0.5020 | 0.04183 |
| 3 | 0.3753 | 0.3125 | 1.50 | 0.5020 | 0.04183 |
| 4 | 0.4207 | 0.3500 | 1.69 | 0.5024 | 0.04187 |
| 5 | 0.5388 | 0.4500 | 2.13 | 0.5016 | 0.04180 |
| 6 | 0.5996 | 0.5000 | 2.38 | 0.5033 | 0.04194 |
| 7 | 0.7201 | 0.6000 | 2.88 | 0.5010 | 0.04175 |
| 8 | 0.8987 | 0.7500 | 3.56 | 0.5010 | 0.04175 |
| 9 | 1.0775 | 0.9001 | 4.25 | 0.5009 | 0.04174 |
| 10 | 1.2597 | 1.0447 | 5.00 | 0.5161 | 0.04301 |
| 11 | 1.4978 | 1.2500 | 5.94 | 0.5010 | 0.04175 |
| 12 | 1.7968 | 1.5001 | 7.13 | 0.4997 | 0.04164 |
| 13 | 2.0731 | 1.7501 | 7.75 | 0.5002 | 0.04168 |
| 14 | 2.3438 | 2.0000 | 8.25 | 0.5000 | 0.04167 |
| 15 | 2.6146 | 2.2500 | 8.75 | 0.5000 | 0.04167 |
| 16 | 2.8854 | 2.5000 | 9.25 | 0.5000 | 0.04167 |
| 17 | 3.1563 | 2.7500 | 9.75 | 0.5000 | 0.04167 |
| 18 | 3.4271 | 3.0000 | 10.25 | 0.5000 | 0.04167 |
Jeykobs
Jeykobs Taper (qisqartirilgan JT) odatda burg'ulash press chucklarini an ga mahkamlash uchun ishlatiladi arbor. Konusning burchaklari # 0 (va noaniq #2 1⁄2) # 2 (va # 2 qisqa) uchun yon tomoniga 2,33 ° gacha.
# 2 va # 3 orasida bir nechta o'lchamlar mavjud: # 2 qisqa, # 6 va # 33.
| Konus | Kichik uchi | Big End | Uzunlik |
|---|---|---|---|
| #0 | 0.22844 dyuym (5.8024 mm) | 0,2500 dyuym (6,3500 mm) | 0,43750 dyuym (11,113 mm) |
| #1 | 0.33341 dyuym (8.4686 mm) | 0,3840 dyuym (9,7536 mm) | 0,65625 dyuym (16,669 mm) |
| #2 | 0,48764 dyuym (12,386 mm) | 0,5590 dyuym (14,99 mm) | 0.87500 dyuym (22.225 mm) |
| # 2 qisqa | 0,48764 dyuym (12,386 mm) | 0,5488 dyuym (13,940 mm) | 0,75000 dyuym (19,050 mm) |
| #2 1⁄2 | 0,625 dyuym (15,875 mm) | 0,677 dyuym (17,196 mm) | 1,055 dyuym (26,797 mm) |
| #3 | 0,74610 dyuym (18,951 mm) | 0,8110 dyuym (20,599 mm) | 1. 21875 dyuym (30.956 mm) |
| #4 | 1.0372 dyuym (26.345 mm) | 1.1240 dyuym (28.550 mm) | 1.6563 dyuym (42.070 mm) |
| #5 | 1.3161 dyuym (33.429 mm) | 1.4130 dyuym (35.890 mm) | 1.8750 dyuym (47.625 mm) |
| #6 | 0,6241 dyuym (15,852 mm) | 0.6760 dyuym (17.170 mm) | 1.0000 dyuym (25.400 mm) |
| #33 | 0,5605 dyuym (14,237 mm) | 0,6240 dyuym (15,850 mm) | 1.0000 dyuym (25.400 mm) |
Jarno
Jarno tapers juda soddalashtirilgan sxemadan foydalanadi. Konusning tezligi diametri bo'yicha 1:20 ga teng, boshqacha aytganda 0,600 "oyoq boshiga diametri, dyuym uchun 0,050" ga teng. Qog'ozlar soni 2 dan 20 gacha. Katta dyuymning diametri har doim konusning kattaligi 8 ga bo'linadi, kichik uchi har doim konusning kattaligi 10 ga bo'linadi va uzunligi konusning kattaligi 2 ga bo'linadi. Masalan, Jarno # 7 katta uchi bo'ylab 0,875 "(7/8) ga teng. kichik uchi 0,700 "(7/10) va uzunligi 3,5" (7/2).
Tizim Oskar J. Beyl tomonidan ixtiro qilingan Jigarrang va Sharpe.
| Konus | Katta uchi | Kichik uchi | Uzunlik | Konus / ft | Konus / yilda | Burchak markazi / ° |
|---|---|---|---|---|---|---|
| #2 | 0.2500 | 0.2000 | 1.00 | .6000 | .0500 | 1.4321 |
| #3 | 0.3750 | 0.3000 | 1.50 | .6000 | .0500 | 1.4321 |
| #4 | 0.5000 | 0.4000 | 2.00 | .6000 | .0500 | 1.4321 |
| #5 | 0.6250 | 0.5000 | 2.50 | .6000 | .0500 | 1.4321 |
| #6 | 0.7500 | 0.6000 | 3.00 | .6000 | .0500 | 1.4321 |
| #7 | 0.8750 | 0.7000 | 3.50 | .6000 | .0500 | 1.4321 |
| #8 | 1.0000 | 0.8000 | 4.00 | .6000 | .0500 | 1.4321 |
| #9 | 1.1250 | 0.9000 | 4.50 | .6000 | .0500 | 1.4321 |
| #10 | 1.2500 | 1.0000 | 5.00 | .6000 | .0500 | 1.4321 |
| #11 | 1.3750 | 1.1000 | 5.50 | .6000 | .0500 | 1.4321 |
| #12 | 1.5000 | 1.2000 | 6.00 | .6000 | .0500 | 1.4321 |
| #13 | 1.6250 | 1.3000 | 6.50 | .6000 | .0500 | 1.4321 |
| #14 | 1.7500 | 1.4000 | 7.00 | .6000 | .0500 | 1.4321 |
| #15 | 1.8750 | 1.5000 | 7.50 | .6000 | .0500 | 1.4321 |
| #16 | 2.0000 | 1.6000 | 8.00 | .6000 | .0500 | 1.4321 |
| #17 | 2.1250 | 1.7000 | 8.50 | .6000 | .0500 | 1.4321 |
| #18 | 2.2500 | 1.8000 | 9.00 | .6000 | .0500 | 1.4321 |
| #19 | 2.3750 | 1.9000 | 9.50 | .6000 | .0500 | 1.4321 |
| #20 | 2.5000 | 2.0000 | 10.00 | .6000 | .0500 | 1.4321 |
Morse

Mors konusi tomonidan ishlab chiqilgan Stiven A. Mors, 1860-yillarning o'rtalarida Massachusets shtatining Nyu-Bedford shahrida joylashgan.[1] O'shandan beri u kichikroq va kattaroq o'lchamlarni qamrab oldi va ko'plab tashkilotlar tomonidan standart sifatida qabul qilindi, shu jumladan Xalqaro standartlashtirish tashkiloti (ISO) ISO 296 va Germaniya standartlashtirish instituti (DIN) DIN 228-1 sifatida. Bu eng keng qo'llaniladigan turlardan biri bo'lib, ayniqsa konusning burama burg'ulash dastgohlari va dastgohlarni qayta ishlash dastgohlari dastgohlarida, sanoat burg'ulash dastgohlarining shpindellarida va dastgoh stanoklarida keng tarqalgan. Morse konusining konusning burchagi kattaligiga qarab bir oz farq qiladi, lekin odatda 1,49 daraja (3 daraja atrofida).
Ba'zi bir modulli ortopedik jami kestirib, implantlar tarkibiy qismlarni birlashtirish uchun Morse konusidan foydalaning.[2] Xuddi shunday, ba'zilari tish implantlari komponentlarni ulash uchun Morse konusidan foydalaning.[3]
Olchamlari
Mors taperlari 0 dan 7 gacha bo'lgan butun sonlar bilan aniqlangan sakkizta o'lchamda va bitta yarim o'lchamda (4 1/2 - juda kam topilgan va jadvalda ko'rsatilmagan). Ko'pincha belgilash qisqartiriladi, keyin MT, keyin raqam, masalan, Morse konusining 4 raqami MT4 bo'ladi. MT2 konusining o'lchamlari ko'pincha burg'ulash mashinalarida topiladi1⁄2"Sig'im. Stub (qisqa) versiyalari, bir xil konusning burchagi, lekin odatdagi uzunlikning yarmidan bir oz ko'prog'iga vaqti-vaqti bilan butun sonning 1 dan 5 gacha bo'lgan o'lchamlari uchraydi. Bular uchun standartlar mavjud, ba'zida boshqa narsalar qatori torna mashinalarida ham qo'llaniladi. Teshikdan kattaroq shpindelni saqlash uchun bosh stoklar.
Oxirgi turlari
Mors taperlari o'z-o'zini ushlab turuvchi xilma-xil bo'lib, uch xil uchga ega bo'lishi mumkin:
- bilan olib tashlashni engillashtirish uchun tang (rasm) drift
- bilan ushlab turiladigan ip tortma paneli
- yassi (tang yoki tishli bo'lak yo'q)
O'zini ushlab turuvchi lentalar yuqori torklarni uzatish uchun eksenel yukning radial yukga nisbatan og'ir ustunligiga tayanadi. Agar uchuvchi teshik juda katta bo'lsa, dastakka nisbatan katta matkaplar yordamida muammolar paydo bo'lishi mumkin. Tishli uslub har qanday yon yukni, ayniqsa frezalash uchun juda muhimdir. Faqatgina istisno shundaki, bunday noqulay vaziyatlarni tiqilib qolgan dastani olib tashlash uchun simulyatsiya qilish mumkin. Suhbatga ruxsat berish, qo'lni bo'shatishga yordam beradi. O'tkir (tor) konusning burchagi og'ir eksenel yuklarni yoki uzoq vaqt davomida bunday siqilishga olib kelishi mumkin.
Morz konusli dastagi bilan tanga bilan ishlaydigan so'nggi frezalashgichlar vaqti-vaqti bilan ko'rinadi: xavfsizlik uchun ularni C yoqasi yoki shunga o'xshash narsalar bilan ishlatish kerak, to'sar va dasta orasidagi bo'yniga o'rnatib, konusning katta uchidan orqaga torting.
Konusning o'zi taxminan bir oyoq uchun 5/8 dyuymni tashkil qiladi, ammo tang tipidagi lentalarning har xil o'lchamlari uchun aniq nisbatlar va o'lchamlar quyida keltirilgan.
O'lchamlari

| Mors konusning raqami | Konus | A | B (maksimal) | C (maksimal) | D (maksimal) | E (maksimal) | F | G | H | J | K |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0 | 1:19.212 | 9.045 | 56.5 | 59.5 | 10.5 | 6 | 4 | 1 | 3 | 3.9 | 1° 29' 26" |
| 1 | 1:20.047 | 12.065 | 62 | 65.5 | 13 | 8.7 | 5 | 1.2 | 3.5 | 5.2 | 1° 25' 43" |
| 2 | 1:20.020 | 17.780 | 75 | 80 | 16 | 13.5 | 6 | 1.6 | 5 | 6.3 | 1° 25' 49" |
| 3 | 1:19.922 | 23.825 | 94 | 99 | 20 | 18.5 | 7 | 2 | 5 | 7.9 | 1° 26' 16" |
| 4 | 1:19.254 | 31.267 | 117.5 | 124 | 24 | 24.5 | 8 | 2.5 | 6.5 | 11.9 | 1° 29' 15" |
| 5 | 1:19.002 | 44.399 | 149.5 | 156 | 29 | 35.7 | 10 | 3 | 6.5 | 15.9 | 1° 30' 26" |
| 6 | 1:19.180 | 63.348 | 210 | 218 | 40 | 51 | 13 | 4 | 8 | 19 | 1° 29' 36" |
| 7 | 1:19.231 | 83.058 | 285.75 | 294.1 | 34.9 | - | - | 19.05 | - | 19 | 1° 29' 22" |
B qog'ozlari
B seriyali tapers odatda eski Jacobs konus seriyasiga o'xshash patronlarni arborlariga o'rnatish uchun ishlatiladigan DIN standartidir (DIN 238). B seriyasidagi har bir konus, Morse konusining kichik yoki katta uchi hisoblanadi:
- B10 = MT1 ning kichik uchi (D = 10,095 mm)
- B12 = MT1 ning katta uchi (D = 12.065 mm)
- B16 = MT2 ning kichik uchi (D = 15,733 mm)
- B18 = MT2 ning katta uchi (D = 17.780 mm)
- B22 = MT3 ning kichik uchi (D = 21.793 mm)
- B24 = MT3 ning katta uchi (D = 23.825 mm)
B sonidan keyingi son konusning katta uchining diametri (D) ni mm gacha aniqlaydi va rozetkaning katta uchidan "taxminan" 1 mm kattaroq (B22 va B24 holatlarida ~ 2 mm). [4][5][6]
NMTB konusning oilasi

The Milliy dastgohsozlar uyushmasi (hozirda ishlab chiqarish texnologiyalari assotsiatsiyasi deb ataladi) odatda frezalash mashinalarida ishlatiladigan tik konusni aniqladi. Konus turli xil NMTB, NMT yoki NT deb nomlanadi. Konus bir oyoq uchun 3,500 dyuymni tashkil qiladi va shuningdek, "7 ning 24" yoki 7/24 deb nomlanadi; hisoblangan burchak 16,5943 daraja.[7] Barcha NMTB asboblarida bunday konus mavjud, ammo asboblar har xil o'lchamlarda: NMTB-10, 15, 20, 25, 30, 35, 40, 45, 50 va 60. Ushbu yozuvlar, ehtimol, ASA (hozirgi ANSI) B5 da ko'rsatilgan. 10-1943.
NMTB - bu "o'zini ozod qilish" yoki "tezkor" konus. Yuqoridagi o'tkirroq tutqichlardan farqli o'laroq, bunday lentalar yuqori momentni uzatish uchun mo'ljallanmagan; yuqori torklar gardishdagi tirqishlarni ushlab turuvchi haydash tugmachalari orqali amalga oshiriladi.[8][9] Maqsad - asbob yoki asbob ushlagichi shpindelga mahkam bog'langanligi va u bilan aniq koaksial bo'lishini ta'minlashda turli xil asboblar o'rtasida (avtomatik ravishda yoki qo'lda) tez va oson o'zgarishga imkon berish. Asbobga tutashgan kattaroq uchi, taqqoslanadigan mashinalarga o'rnatilgan Morse yoki R8 lentalari bilan taqqoslaganda ancha qattiqroq bo'ladi.
1794361-sonli Patent (1927 yil 25-martda) frezalashtiruvchi dastgoh shpindelini va asbob shakllarini tik konus yordamida tasvirlaydi.[10] Patent Kearney & Trecker korporatsiyasiga berildi, Jigarrang va Sharpe va Cincinnati frezeleme mashinasi kompaniyasi. Patent ushbu vositani erkin ravishda chiqaradigan konusni xohlagan va 12 dan 3,5 gacha bo'lgan konusning ushbu xususiyatga ega ekanligini aniqlagan.[11] Patent, shuningdek, dastgoh tortuvchini ulab turganda asbob dastasi gorizontal tegirmon shpindelidan tushishini oldini olish uchun asboblar dastagidagi tugmachalar va uyalar va dumchadan foydalangan.[11]
ANSI B5.18-1972 30, 40, 45, 50, 60 konus o'lchamlari yordamida frezalashtiruvchi dastgoh shpindellari va dastgohlar uchun muhim o'lchamlarni aniqlaydi.[12] Texnik ko'rsatkichlar qo'zg'aysan kaliti va gardish holatini va dastani milga tutib turadigan murvatning ipini tavsiflaydi.
Asbob tez o'zgarishi deb nomlanadi; Milliy dastgohsozlar uyushmasi, 1927; NMTB; American Standard Machine Taper, ANSI B5.18; DIN 2080 / IS 2340; ISO R 290-2583.[13] Iplar va gardishlarda ozgina farqlar mavjud (JIS B 6339: MAS 403); va Evropa standartlari (masalan, ISO konusi) metrik chizish iplaridan foydalaning.
NMTB dastgohi 7 dan 24 gacha bo'lgan konusga ega edi, ammo ular 1927 yilgi patentda tasvirlangan dastani oxirida doimiy diametrli quyruq (uchuvchi) ga ega edilar. Keyingi dizayn o'zgarishlari quyruqni tushirdi (dastani qisqaroq qildi) va gardishning ichiga V-truba qo'ydi, bu avtomatlashtirilgan asbob o'zgarishiga yordam berdi. Zamonaviy konstruktsiyalar vintlardek tortib emas, balki dastgoh dastagiga vidalanadigan tortish tirgaklarini (ushlab turish tugmachalari deb ham ataladi) ushlab turadigan elektr tortish vositalaridan foydalanishni boshladi. Quvvat tortish moslamasi dastgoh dastagiga vidalanmasdan, tortish tirgakchasini ushlaydi.
Keyinchalik zamonaviy asbobsozlik dizaynlari Caterpillar "V-Flange", CAT, V-Flange, ANSI B5.50, SK, ISO, International (INT), BT, ISO 7388-1, DIN 69871, NFE 62540 deb nomlandi. yana, asboblarda biroz farqlar mavjud.[13] Konusning asosiy o'lchamlari bir xil bo'lishiga qaramay, gardish, tortiladigan ip o'lchamlari va tortish tirgaklaridagi farqlar mavjud; xalqaro versiyalarda metrik o'lchamlari qo'llaniladi.
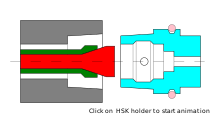
HSK konusi

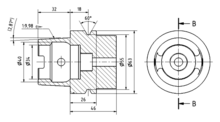
HSK asbobsozlari 1990-yillarning boshlarida ishlab chiqilgan. HSK so'zi Hohlschaftkegel; Nemischa "ichi bo'sh tutqichli lentalar" uchun.
Tik qistirgichlar yuqori tezlikda bo'shashishga moyil bo'ladi, chunki ularning qattiq dastalari mos keladigan shpindellardan qattiqroq, shuning uchun yuqori markazdan qochiruvchi kuch ostida shpindel umumiy uzunlikni o'zgartiradigan asbob ushlagichidan ko'ra ko'proq kengayadi: Ya'ni shpindel "kengayib boradi" asbob ushlagichi z o'qi ichidagi milga chuqurroq kirib borishga intiladi, bu esa bardoshlikdan tashqari qismlarni ishlab chiqarishga olib kelishi mumkin. HSK ichi bo'sh tutqichi ataylab ingichka va egiluvchan, shuning uchun u shpindeldan kattaroq kengayadi va yuqori tezlikda aylanayotganda qattiqlashadi. Bundan tashqari, HSK ushlagichi ikkitomonlama aloqa qiladi: u milning ikkala konusida va gardishning ustki qismida joylashgan bo'lib, bu termik o'sish va / yoki milning markazdan qochiruvchi kuchi paydo bo'lganda eksenel harakatlanishni oldini oladi.
Moslashuvchanlik aniq eksenli joylashishni ta'minlash uchun ham ishlatiladi. HSK asbob ushlagichida konusning dastasi ham, juftlashish yuzasi bo'lgan gardish ham mavjud. Shlanka kalta (boshqa mashinadagilarga qaraganda yarim baravar uzunroq), sayoz konusli (nisbati 1:10) va gardish rozetkaga to'liq o'tirishi uchun biroz kattaroq. Yupqa devorlar, kalta dasta va sayoz konus asbobning orqa qismida katta teshik ochib beradi. Kengayadigan kollet u erda joylashgan bo'lib, shox ichida 30 ° paxta bilan juftlashadi. Chiqib ketish paneli orqaga tortilayotganda, tirgakni kengaytiradi va dastani orqa rozetkaga tortadi, shpindel milning old tomoniga o'tirguncha dastani siqadi. Bu qattiq, takrorlanadigan ulanishni ta'minlaydi, chunki u mil ichida markazdan qochiradigan kuchdan foydalanadi. Markazdan qochiruvchi kuchlar HSK tarkibidagi kengaytiriladigan kolletkani ko'paytirganda, dastgoh ushlagichining devorlari shpindel devoriga tegib turishga majbur qiladi.
HSK dizayni nostandart standart sifatida ishlab chiqilgan. HSK standartini ishlab chiqargan ishchi guruh tarkibiga akademiya vakillari, Germaniya asbobsozlik ishlab chiqarish assotsiatsiyasi va xalqaro kompaniyalar guruhi va oxirgi foydalanuvchilar kirdilar. Natijalar nemis edi Din ish mil uchun 69063 va dasta uchun 69893. HSK ishchi guruhi ma'lum bir mahsulot dizaynini qabul qilmadi, aksincha HSK asboblarini turli xil ilovalar uchun belgilaydigan standartlar to'plamini qabul qildi. Guruh 9 o'lchamda jami oltita HSK shank shaklini aniqladi.
O'lchamlari milning gardish diametri millimetrda aniqlanadi. Ushbu diametrlar R10 ′ seriyasidan olingan afzal qilingan raqamlar, 25 dan 160 mm gacha.
Bugungi kunda dastani shakllari A va F gacha bo'lgan harflar bilan belgilanadi. Shakllar orasidagi asosiy farqlar qo'zg'aysan teshiklari, tutqichni joylashtiruvchi teshiklar, sovutish suvi teshiklari va gardish maydonidir.
A asosiy shakl. B shaklidagi dasta yuqori torkli qo'llanmalarning bir variantidir va valning diametriga nisbatan kattaroq gardishga ega. (Shunday qilib, A-40 dastasi B-50 rozetkasiga joylashadi.)
C va D shakllari qo'lda ishlatish uchun A va B soddalashtirilgan variantlari bo'lib, V-truba va shunga o'xshash yo'nalish uyalari kabi avtomatik asbob almashtirgichlarni va RFID chipining chuqurchasini joylashtirish xususiyatlarini yo'q qiladi.
E va F shaklidagi troyniklar va lentalar A va B shakllariga o'xshashdir, ammo muvozanat va tebranishni minimallashtirish uchun barcha assimetrik xususiyatlarni yo'q qilish orqali engil materiallarni juda yuqori tezlikda (20000 rpm va undan yuqori) ishlov berish uchun mo'ljallangan.
ASME B5.62 "Flanjli yuz bilan aloqa qiladigan ichi bo'sh konusning asboblari"[14] va ISO 12164-3: 2014 "Statsionar asboblar uchun tayoqlarning o'lchamlari"[15] qo'shimcha shakl T ni o'z ichiga oladi, u A shaklga ikki tomonlama mos keladi, lekin burchakli tekislash uchun ishlatiladigan tugmachalar va kalitlarning kengliklarida ancha qattiqroq bardoshlikka ega. Bu aylanmaydigan ruxsat beradi torna asboblarni aniq ushlab turish.[16]
HSK aloqasi eksenel siqish kuchlari va konusning shovqin aralashuvi kombinatsiyasiga bog'liq. Ushbu kuchlarning barchasi juftlashuvchi komponentlarning dizayn parametrlari bilan hosil qilinadi va boshqariladi. Ikkala shpindel va milning konusning o'qiga to'rtburchak shaklda aniq bog'langan qoziqlar va yuzlar bo'lishi kerak. Bir nechta HSK siqish usullari mavjud. Barchalari bir xil masofada joylashgan kolletka segmentlarini siqish ta'sirini kuchaytirish uchun ba'zi mexanizmlardan foydalanadilar. Asbob ushlagichi milga mahkamlanganda, tortish kuchi dastani va qisish moslamasining identifikatori o'rtasida mustahkam metalldan metallga aloqa hosil qiladi. Qo'shimcha tortish kuchini qo'llash ikki elementni yuqori darajada radial va eksenel qat'iylik darajasiga ega bo'lgan qo'shilishga ijobiy qulflaydi. Kolletka segmentlari aylanayotganda siqish mexanizmi markazdan qochiruvchi kuchga ega bo'ladi. HSK dizayni aslida bo'g'inlar kuchini oshirish uchun markazdan qochiradigan kuch ishlatadi. Santrifüj kuch shpindelning ingichka devorlarini milning devorlariga qaraganda tezroq radial ravishda burilishiga olib keladi. Bu dastani va shpindel o'rtasidagi kuchli aloqani kafolatlash orqali xavfsiz ulanishga yordam beradi. Avtomobilsozlik va aviatsiya sohalari HSK asbobsozlik kompaniyalarining eng katta foydalanuvchisi hisoblanadi. Amaliyotning tobora ko'payib borayotganligini ko'rayotgan yana bir sanoat - bu qolip va qolip sanoatidir.
R8

Ushbu konus tomonidan ishlab chiqilgan Bridgeport Machines, Inc. uning frezalash mashinalarida foydalanish uchun. R8 lentalari o'z-o'zidan ushlab turilmaydi, shuning uchun ular yon kuchlarga duch kelganda bo'shashmaslik uchun dastani ustki qismiga qadar dastgohning ustki qismiga qadar tortib turishni talab qiladi. Qo'shish va olib tashlash paytida aylanishni oldini olish uchun ular kalitga ega (rasmga qarang), lekin ishlatilayotgan momentni uzatuvchi konus bo'lsa ham. Chiziq chizig'i odatda7⁄16″ –20 tpi (UNF ). Konusning burchagi 16 ° 51 ′ (16,85 °), OD 1,25 ″ va uzunligi15⁄16″.[17] (manba, Bridgeport ishlab chiqaruvchisi) Parallel joylashadigan qismning diametri boshqa o'lchamlar kabi "fraksiyonel dyuym" kattaligi emas va 0,949 ″ dan 0,9495 is gacha.
R8 konusli asboblar to'g'ridan-to'g'ri mashinaning shpindeliga o'rnatiladi. R8 kolletkalari, odatda, dumaloq tayoqchalar bilan jihozlarni ushlab turish uchun ishlatiladi, ammo kolletkada mos keladigan shakl kesilgan bo'lsa, har qanday shaklni ushlab turish mumkin. Kolletkalar kesuvchi asboblarni ushlab turish uchun eksenel siqish teshiklari bilan aniq teshikka ega va tortish paneli uchun tishli. R8 tizimi odatda dan kattalikdagi kolletkalar bilan ishlatiladi1⁄8″ Dan3⁄4Diameter diametri bir xil yoki biroz kattaroq diametrli asbob ushlagichlarida. Qopqoqchalar yoki asbob ushlagichlari to'g'ridan-to'g'ri milga joylashtiriladi va tortish moslamasi shpindelning yuqorisidan qisqich yoki asbob ushlagichining yuqori qismiga mahkamlanadi. Burg'ulash patnislari, uchuvchi to'sar, indeksatsiyalovchi qo'shimchalar va boshqalar kabi boshqa asboblar R8 konusning dastagiga o'rnatilgan yoki unga qo'shilgan bo'lishi mumkin.
R8 konuseri odatda Bridgeport va AQShning shunga o'xshash turret tegirmonlarida yoki ushbu tegirmonlarning boshqa joylardan (juda keng tarqalgan) nusxalarida uchraydi. Mashhurlik ko'p jihatdan Bridgeport va undan yaqindan namunalangan va 20-asrning ko'p qismida ishlab chiqarilgan boshqa tegirmonlarning yutuqlari bilan bog'liq.
Shuningdek qarang
Adabiyotlar
- ^ Morse Cutting Tools tarixi Arxivlandi 2015-05-10 da Orqaga qaytish mashinasi.
- ^ Shramm, M .; Virtz, D. C .; Xolzvart, U .; Pitto, R. P. (2000 yil aprel). "Modulli revizion kestirib almashtirishda Morse konusning birikmasi - biomexanik va qidirish tahlili". Biomed Tech (Berl). 45 (4): 105–9. doi:10.1515 / bmte.2000.45.4.105. PMID 10829545. S2CID 21186374.
- ^ Shafie, Hamid R. (2014-07-09). Tish implantatsiyasi abutmentlarining klinik va laboratoriya qo'llanmasi. John Wiley & Sons. ISBN 9781118928530.
- ^ http://www.jacobschuck.com/MagentoShare/media/documents/jacobs-technical-information.pdf
- ^ http://www.arceurotrade.co.uk/projects/Info/Drill-Chuck-Taper-Dimensions.html
- ^ http://eshop.roehm.biz/media/attachment/file/d/c/dc0001765.pdf
- ^ Konusning burchagi 2 aton (7/48).
- ^ Burlingam, Lyuter D. (1918 yil dekabr), "Katta konusning ushlagichlari va rozetkalari uchun standartlar", Amerika mexanik muhandislari jamiyati jurnali, 40 (12): 1014–1016,
Jadval 1da ko'rsatilgandek, hozirda ishlatilayotgan shanklar va rozetkalarga mo'ljallangan yaxshi aniqlangan1⁄2 ft dan 1 dyuymgacha yoki undan ko'prog'ida, mayda kattalikka nisbatan kattaroqroq konusni ishlatish tendentsiyasi, ehtimol kichik konuslar bilan ishda siljish majburiyati unchalik katta emas va Rozetkaga mahkamlanganda konusning "chaqishi" samarali haydashni ta'minlash uchun etarli. Kattaroq kattaliklarda haydashda yordam berish uchun tenon yoki tillar berilishi kerak, ammo kattaroq kattaliklarda biron bir shaklga ega kalitlarga ehtiyoj bor, chunki, agar konusning burchagi juda oz bo'lmasa, tenonlarni burish kerak. Bunday yordamchi haydash vositalari ta'minlanganda, konusni tik qilib qo'yish mumkin, bu esa qismlarni osonroq ajratish imkoniyatini beradi.
- ^ Armitage va boshq. 1931 yil, p. 3, "[dastgoh dastagi] endi mil bilan mahkam bog'langan, bir-birini to'ldiruvchi konusning qismlari aniq eksenel tekislashni ta'minlash uchun xizmat qiladi, qo'shimcha tugmachalar va teshiklar [asboblar dastasini] ish milidan aylanishning har qanday yo'nalishida va [drawbar] shunday holatda mahkam o'rnashgan [asbob dastasini] saqlaydi. "
- ^ AQSh 1794361, Armitage, Jozef B.; Edward J. Kearney & Benjamin P. Graves va boshq., "Freze Machine Spindle and Tool", 1931 yil 3 martda nashr etilgan.
- ^ a b Armitage va boshq. 1931 yil, p. 2018-04-02 121 2
- ^ Mashinasozlik uchun qo'llanma (22-nashr), Industrial Press, 1987, 1748–1752-betlar, ISBN 0-8311-1155-0
- ^ a b http://www.tools-n-gizmos.com/specs/Tapers.html
- ^ Flanesli yuzli aloqa bilan bo'sh konusning asboblari, ASME B5.62, Amerika mexanik muhandislari jamiyati
- ^ ISO 12164-3: 2014 "Flanjli aloqa yuzasiga ega bo'lgan bo'shliqli konusning interfeysi - 3-qism: Statsionar asboblar uchun shanklarning o'lchamlari"
- ^ "HSK-T nima?" (PDF). NT Tool Co., 9 oktyabr 2014 yil. Olingan 2018-02-09.
- ^ Mashina asboblari konusining o'lchamlari: Bridgeport R8 & Deckel Int40
Manbalar
- Mashinasozlik asboblari - dastgoh tayoqchalari uchun o'z-o'zini ushlab turuvchi lentalar, ISO, 1991, ISO 296: 1991
Tashqi havolalar
- Qog'ozlarga chiroyli temir sharh
- Morse konusini tezda aniqlang
- http://www.tools-n-gizmos.com/specs/Tapers.html (bir nechta asbob egalarining tavsifi)
- https://web.archive.org/web/20110316155700/http://www.timgoldstein.com/CAD_CAM/tapers.htm (bir nechta asbob egalarining tavsifi)
- http://www.dlindustrial.com/profiles/blogs/steep-tapers-fast-tapers-at3-and-what-it-means (tasmalarni ushlab turish / chiqarish va bag'rikenglik haqida blog; disklar kalit emas, balki uyalar haydashni amalga oshiradi; ba'zi xatolar)