Pultrusion - Pultrusion
Pultrusion ishlab chiqarish uchun doimiy jarayondir materiallarni sarflash doimiy tasavvurlar bilan. Muddati a portmanteau so'z "tortish" va "birlashtirgan"ekstruziya ". Materialni siqib chiqaradigan ekstruziyadan farqli o'laroq, pultrusion materialni tortib oladi.
Tarix
Juda erta pultrusions turidagi patent J.H. 1944 yilda Uotson. Shundan so'ng M.J.Mikning 1950 yildagi hujjati berilgan. Birinchi tijorat pultrusionlari 1952 yilda Rodger B. Uayt tomonidan berilgan patent bo'yicha, Ogayo shtatidagi Klivlend shtatidagi Glastic Company tomonidan taqdim etilgan. 1959 yilda V. B. Goldsuortga berilgan patent ushbu sohada targ'ibot va bilimlarning tarqalishiga yordam berdi. V. Brandt Goldsvort pultrusion ixtirochisi sifatida keng tan olingan.[1]
Goldsworthining ishiga parallel ravishda, o'z ishini to'yinmagan polyester qatronlar bilan shug'ullangan Ernst Kühne 1954 yilda epoksi qatroni asosida juda o'xshash jarayonni ishlab chiqdi.
Patentlash sohasida ixtiro, ishlab chiqish va patent berish bugungi kungacha davom etmoqda. Keyinchalik ushbu sohadagi yangilik Tomas GmbH + Co. Technik + Innovation KG tomonidan Germaniyada 2008 yilda ishlab chiqilgan va patentlangan va quyida tavsiflangan.
Jarayon
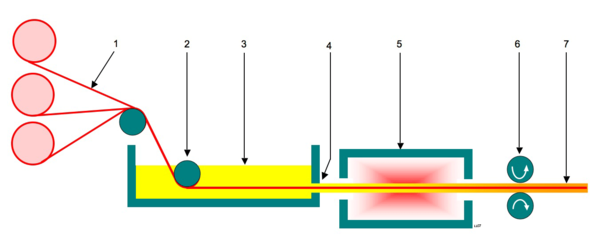
1 - doimiy ravishda mustahkamlangan tolalar / to'qilgan tola matosi
2 - kuchlanish valfi
3 - qatronlar singdiruvchi
4 - qatronlar bilan namlangan tolalar
5 - o'lim va issiqlik manbai
6 - tortish mexanizmi
7 - tugatilgan qattiqlashtirilgan tola bilan mustahkamlangan polimer
Standart pultrusion jarayonida mustahkamlovchi materiallar o'xshash tolalar yoki to'qilgan yoki to'qilgan iplar singdirilgan qatron, ehtimol alohida preforming tizimi tomonidan ta'qib qilingan va isitiladigan statsionar orqali tortilgan o'lmoq qatronlar sodir bo'lgan joyda polimerizatsiya. Emprenye, armaturani cho'milish orqali tortib olish yoki qatronni odatda o'lik bilan bog'langan in'ektsiya kamerasiga quyish orqali amalga oshiriladi. Pultrusionda ko'plab qatronlar turlaridan foydalanish mumkin, shu jumladan polyester, poliuretan, vinilter va epoksi. Qatronlar atrof-muhitga chidamliligini ta'minlaydi (ya'ni korroziyaga chidamliligi, ultrabinafsha nurlariga chidamliligi, zarbaga chidamliligi va boshqalar) va shisha yong'indan xavfsizligi bilan bir qatorda mustahkamlikni ham ta'minlaydi.
Eroziyadan yoki "tolaning gullashidan" himoya qilish va korroziyaga chidamliligi va ultrabinafsha qarshilikni ta'minlash uchun sirt pardasini ham qo'shish mumkin. [2]
Texnologiya cheklanmaydi termoset polimerlari. Yaqinda pultrusion muvaffaqiyatli ishlatilgan termoplastik kabi matritsalar polibutilen tereftalat (PBT), polietilen tereftalat (PET) yoki shisha tolalarni chang bilan singdirish orqali yoki uni termoplastik matritsaning choyshab materiallari bilan o'rab, keyin isitiladi.
Termoset qatronlar asosidagi kompozitsiyalardan farqli o'laroq, ishlab chiqarilayotgan mahsulotlarning ekologik tozaligi, shuningdek resurslar tugagandan so'ng qayta ishlash (qayta ishlash) ning cheksiz imkoniyatlari kuchaytirilgan termoplastikalar foydasiga majburiy dalillar bo'lib ko'rinadi. Shu sabablarga ko'ra yuqori darajada rivojlangan mamlakatlarda sanoat mahsuloti va ushbu materiallardan foydalanish so'nggi o'n yilliklarda yiliga 8-10% ga oshdi. Nafaqat to'g'ri, balki egri profillarni ham ishlab chiqarishga imkon beradigan yangi ishlanmalar (jarayon modifikatsiyalariga qarang) aslida ushbu texnologiyaga talabni kuchaytirmoqda, ayniqsa avtomobilsozlik sohasida.
Polimer matritsali tolali kompozitlarni ishlab chiqarishning pultrusion texnologiyasi energiya tejaydigan va resurslarni tejaydigan ko'rinishga ega.
Iqtisodiy va atrof-muhit omillari termoplastik matritsadan foydalanishni ma'qullaydi, ammo eritmalarning yuqori yopishqoqligi tufayli yuqori mahsuldorlikka va bu turdagi matritsalar bilan tolalarni to'ldirishning yuqori sifatiga erishish qiyin.
Ushbu texnologiya asosida ishlab chiqarilgan mahsulotlar quyidagi sohalarda keng qo'llaniladi:
- Qishloq xo'jaligi va kimyo sanoatida chorvachilik inshootlari, kimyo zavodlari va boshqalarni qurishda ishlatiladigan kuchliligi yuqori bo'lgan agressiv vositalarga chidamli qopqoqli pollarni ishlab chiqarish uchun;
- qurilish sohasida shisha tolali armaturalar, profillar, tana go'shti, PVX-derazalar uchun qattiqlashtiruvchi panjaralar va boshqalarni ishlab chiqarish uchun;
- samolyotlarning tarkibiy qismlarini ishlab chiqarish uchun aviatsiya-kosmik sanoatida;
- sport va sayyohlik sanoatida kuchaytirilgan quvvat xususiyatlarini namoyish etadigan asbob-uskunalar ishlab chiqarish uchun: chang'ilar, chang'i tayoqlari, golf maydonidagi ustunlar, chodir va hovel konstruktsiyalari va hk.;
- dielektrik konstruktsiyalarni ishlab chiqarish uchun elektr energetikasida, kompozit izolyatorlarda ishlatiladigan shisha tolali tayoqchalar va signal bloklari elementlari uchun qo'llab-quvvatlovchi inshootlar va transformatorlar va elektr motorlarini ishlab chiqarishda ishlatiladigan shisha tolali profillar;
- tijorat ishlab chiqarishda, mustahkamligi va kimyoviy xossalari yaxshilangan konstruktsiyalar va mahsulotlarni keyinchalik ishlab chiqarish uchun xom ashyo sifatida uzun tolali qoliplash materialining (LLM) donalarini ishlatish;
- avtomobilsozlik sohasida kuchaytirilgan qattiqlik, qattiqlik va yengillikka ega bo'lgan transport vositalarining konstruktiv va murakkab qismlarini ishlab chiqarish uchun;
- va boshqa ko'plab sanoat va zavodlarda kimyoviy, dielektrik va quvvat barqarorligining yuqori standartlariga javob beradigan mexanizmlar, inshootlar va materiallardan foydalanadigan bokschi.
Jarayonni o'zgartirish
Standart pultrusion jarayonida materiallar matritsadan tortib olinganligi sababli, jarayon faqat to'g'ri profillarni ishlab chiqarishga mos keladi.
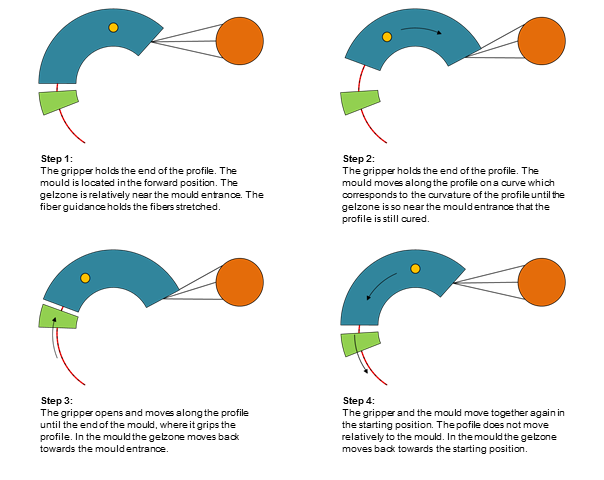
Tomas GmbH + Co. Technik + Innovation KG tomonidan ishlab chiqilgan va patentlangan jarayonning yaqinda ishlab chiqilgan modifikatsiyasida matritsa endi harakatsiz emas, balki ishlab chiqariladigan profil bo'ylab oldinga va orqaga harakatlanadi. "Radius-Pultrusion" nomi bilan tanilgan ushbu o'zgartirilgan jarayon ikki va uch o'lchovli egri profillarni ishlab chiqarishga imkon beradi. Bundan tashqari, chiziqli jarayonda bir qator vazifalar uchun naf oluvchi, ayniqsa, buzilish darajasi past bo'lgan juda murakkab to'qimachilikni mustahkamlash zarur bo'lsa.

Uskunalar
Pultrusion mashinalarining dizayni turlicha. Ikkita tez-tez ishlatiladigan turlar o'zaro (qo'l bilan) va doimiy (mushuk izi).
Radius pultrusion jarayoni uchun mashinalar sxemasi qo'lni tortib olish moslamasiga o'xshash ikkita harakatlanuvchi bosqichga ega, ammo bu jarayon faqat bitta tortgich bilan va ikkinchisining pog'onasiga o'rnatilgan qolip bilan vaqti-vaqti bilan amalga oshiriladi. Bosqichlarning chiziqli yoki aylana shaklida bo'ladimi, ishlab chiqariladigan profillarning turiga bog'liq. Burilish bosqichlari bo'lgan chiziqli mashina uchun minimal radius taxminan. 2 m. Kichik radiuslar uchun qolip va tutqich pog'onasining dumaloq harakati zarur.