Ishlab chiqarish chizmasi - Production drawing - Wikipedia
Bu maqola ehtimol o'z ichiga oladi original tadqiqotlar. (2013 yil oktyabr) (Ushbu shablon xabarini qanday va qachon olib tashlashni bilib oling) |
Ishlab chiqarish rasmlari[1][2][3] (ba'zan chaqiriladi ishchi rasmlar) to'liq to'plamlardir chizmalar bu batafsil ishlab chiqarish va yig'ilish mahsulotlar (dan farqli o'laroq muhandislik rasmlari va / yoki mahsulotni qanday qilib eng yaxshi ishlab chiqarishni hal qilish vazifasi bo'lgan ishlab chiqarish muhandislari tomonidan tayyorlangan).
Mexanizm operatorlari, ishlab chiqarish liniyalari ishchilari va nazoratchilari ishlab chiqarish rasmlaridan foydalanadilar.
Dizayn muhandislari ham foydalanadilar orfografik yoki o'zlarining g'oyalarini yozib olish uchun "ish holatlari" deb nomlangan tasviriy qarashlar. Ushbu dastlabki eskizlar ham tarkibiy qismlar, ham montaj rasmlari uchun asos sifatida ishlatiladi. Ishlab chiqarish rasmlari - bu tomonidan tayyorlangan "chizilgan" (grafik) ma'lumotlar dizayn tomonidan foydalanish uchun jamoa qurilish yoki ishlab chiqarish jamoasi, uning asosiy maqsadi binoning o'lchamini, shakli, joylashuvi va ishlab chiqarilishini aniqlash yoki komponent '.
Orfografik proektsiyalar tez-tez etkazib berilib, mashina qismlarining ko'rinishini va ularning yig'ilishini o'xshash shaklda beradi badiiy ijro yilda istiqbol, ba'zida portlagan shakl bu butun qanday quyi yig'ilishlardan va kichik yig'ilishlardan alohida tarkibiy qismlarga qurilishi mumkinligini tasvirlaydi. Ishlab chiqarish rasmlari tarkibiy qismlarni yig'ishning afzal tartibini tavsiflashi mumkin[4] va agar muhandislik rasmlari qo'ng'iroq qilish vida mahkamlagichni o'ziga xos tarzda mahkamlash moment ishlab chiqarish rasmlari odatda quyidagilarni tavsiflaydi vosita foydalanish va qanday bo'lishi kerak kalibrlangan.
Materiallar va komponentlarning o'ziga xos xususiyatlari odatda ishlab chiqarish rasmining sarlavhasi blokida keltirilgan. Odatda pastki qismlar (yoki tarkibiy qismlarning asosiy yig'ilishi) ko'rsatiladi va ishlab chiqarish chizmalarida har bir yig'ilgan komponentning qaerda qurilishi ko'rsatilishi mumkin. Ishlab chiqarish chizmalarida, shuningdek, yig'ilgan bo'linmani tayyorlash uchun zarur bo'lgan qismlar soni qayd etiladi va tasvirlangan buyumni ishlab chiqarishga ruxsat berish uchun zarur bo'lgan hujjatlarning muhim qismi bo'lishi mumkin.
Chizma to'plami
Uchta asosiy chizmalar to'plamiga quyidagilar kiradi:
- Chizilgan varaqdagi har bir nostandart qismning tafsiloti, odatda bitta varaq uchun bitta qism
- Barcha varaqlarni bitta varaqda aks ettiruvchi montaj chizmasi
- A Materiallar hisobi (BOM), asosan har bir qism
Ishlab chiqarish chizmalarining elementlari
Ishlab chiqarish chizmalarining asosiy elementlariga quyidagilar kiradi.[5]
- Komponentning hajmi va shakli
- Chizilgan varaqning formati
- Jarayon varag'i
- Loyihalash usul
- Hajmi, shakli va pozitsiyasining chegaralari, mosligi va tolerantliklari
- Ishlab chiqarish usuli
- Ko'rsatkichi sirt pürüzlülüğü va boshqa issiqlik bilan ishlov berish
- To'qimalar, zarblar, plitalar, dumaloqlar va boshqalar kabi materiallar xususiyatlari va shakllari.
- Mashinaning ayrim qismlarini ifodalash uchun ishlatiladigan konventsiyalar
- Tekshirish va sinov usullari
- Standart komponentlarning spetsifikatsiyasi
Ishlab chiqarish chizmalarida o'lchamlarni belgilashning asosiy printsiplari
Ishlab chiqarish chizmalarida o'lchamlarni belgilashning asosiy printsiplari quyidagilarni o'z ichiga oladi:
- Chizma modul har bir xususiyatni faqat bir marta o'lchashi kerak.
- Chizma kerak bo'lgandan kattaroq o'lchamlarni ko'rsatmasligi kerak.
- Imkon qadar o'lchamlarni rasm ko'rinishidan tashqariga joylashtiring.
- O'lchovlarni yashirin chiziqlar bilan emas, balki ko'rinadigan konturlar bilan ifodalash.
- Markaziy chiziqni o'lchamidan saqlaning, faqat markaziy teshikdan o'tib ketadigan holatlar bundan mustasno.
- Proyeksiya yoki o'lchov chiziqlarini kesishmasidan saqlaning.
- Agar o'lcham uchun joy etarli bo'lmasa, siz o'q boshlarini teskari yo'naltirishingiz va qo'shni o'q boshlarini nuqta bilan almashtirishingiz mumkin.
O'lchash texnikasi
Har qanday muhandislik chizmasi jihatidan texnik talablarni talab qiladi o'lchamlari.[6] Olchamlari quyidagicha tasniflanadi:
Ishlab chiqarish uchun funktsional bo'lmagan o'lchamlar talab qilinadi.
Yordamchi o'lchamlar qismlarni ishlab chiqarish yoki tekshirishni tartibga solmaydi. Ular quyidagi yo'llar bilan joylashtirilgan:
- Zanjirning o'lchamlarini o'lchash: Ushbu usul faqat toleranslarning to'planishi funktsional talablarga ta'sir qilmaydigan joyda qo'llanilishi mumkin.
- Parallel o'lchovlar: o'lchovlarning ushbu turida o'lchov qiymatlariga mos keladigan tarzda bir-biriga parallel ravishda bir qator o'lchovli chiziqlar chiziladi.
- O'lchashni bajarish: o'lchovning bu turi parallel o'lchovga o'xshaydi; yagona farq shundaki, o'lchamlar bir qatorga joylashtirilgan. Bunday holda, kelib chiqish nuqtasi belgilanishi kerak.
- Koordinatalarni o'lchamlari: Har bir teshikning joylashishi va uning kattaligi belgilangan kelib chiqqan joydan X va Y koordinatalarini ko'rsatish va ularni jadvalga kiritish orqali berilgan.
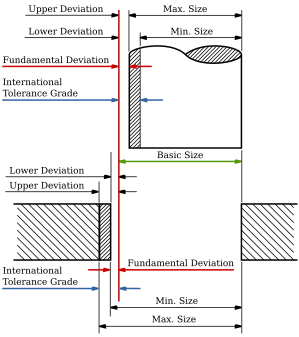
Chegaralar, moslik va bag'rikenglik asosida ishlab chiqarish
Limit tizimi
Limit tizimida uchta atama mavjud:
- Bag'rikenglik: Asosiy qiymatdan chetga chiqish bag'rikenglik deb ta'riflanadi. Buni maksimal va minimal ruxsat etilgan chegaralar orasidagi farqni hisobga olgan holda olish mumkin.
- Cheklovlar: Haqiqiy o'lcham mavjud bo'lgan ikkita haddan tashqari ruxsat etilgan o'lchamlar chegaralar sifatida belgilanadi.
- Og'ish: Hajmi va unga mos keladigan asosiy kattaligi o'rtasidagi algebraik farq. Og'ishning ikki turi mavjud: 1) yuqori og'ish 2) pastki og'ish
Asosiy og'ish, asosiy o'lchamga yaqinroq bo'lishiga qarab, yuqori yoki pastki og'ishdir.
Bag'rikenglik
Inson tufayli xatolar, mashina sozlamalari va boshqalarni ishlab chiqarish deyarli mumkin emas mutlaq tomonidan belgilangan o'lchov dizayner. Og'ish o'lchovlarda asosiy qiymatdan har doim paydo bo'ladi. O'lchamlarning asosiy qiymatdan bu chetga chiqishi "Tolerantlik" deb nomlanadi.[6]
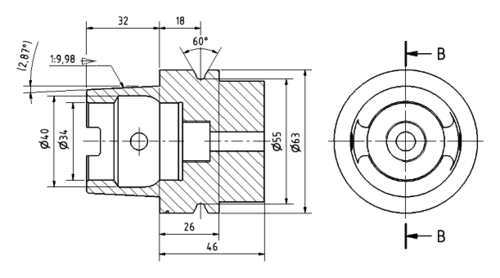
Rasmda operatsiyalar paytida yuzaga keladigan mexanik toleranslar ko'rsatilgan.
Mos keladi
Ikki juft qism orasidagi zichlik va bo'shliq o'rtasidagi munosabatlar deyiladi mos. Teshik yoki val o'lchamlarining haqiqiy chegaralariga qarab, mosliklar bo'shliqqa o'tish, o'tish moslamasi va aralashuv mosligi deb tasniflanishi mumkin.[8]
Tozalash mos
Tozalash mosligi juftlashuvchi qismlar orasidagi bo'shliq sifatida aniqlanadi. Teshik va o'q o'rtasida har doim ijobiy bo'shliq mavjud.
O'tish mos
O'tish mosligi alohida qismlarning bardoshlik qiymatining haqiqiy qiymatiga qarab shovqin yoki bo'shliqqa olib kelishi mumkin.
Shovqin mos keladi
Shovqin mos keladi yig'ish oldidan teshik va val o'lchamlari orasidagi farq salbiy bo'lsa, olinadi. Shovqin mosligi, odatda, minimaldan maksimalgacha shovqinlarni qamrab oladi. Ikki o'ta shovqin holatlari quyidagicha:
Minimal shovqin
Teshikning maksimal hajmi va ning minimal hajmi o'rtasidagi farqning kattaligi (manfiy) mil yig'ilishdan oldin aralashuvga mos keladi.
Maksimal shovqin
Teshikning minimal kattaligi va o'qning interferentsiyadagi maksimal kattaligi orasidagi farq kattaligi yoki yig'ilishdan oldin o'tish mos keladi.
Teshik asoslari va milya asoslari tizimi: Uchta moslik sinflari uchun chegara o'lchamlarini aniqlashda ikkita tizim qo'llaniladi:
- Teshik asoslari tizimi: Milning kattaligi teshikning asosiy o'lchamidan nafaqani chiqarib olish yo'li bilan olinadi. Keyinchalik tolerantliklar har bir qismga alohida qo'llaniladi. Ushbu tizimda teshikning pastki burilishi nolga teng. Buning uchun harflar belgisi "H" dir.
- Shaft asos tizimi: Milning yuqori og'ishi nolga teng va teshikning kattaligi valning asosiy o'lchamiga qo'shimcha qo'shib olinadi. Harf belgisi "h" dir.
Sirt pürüzlülüğünde ishlab chiqarish chizmasi
The xususiyatlari va ishlash mashina tarkibiy qismlariga turli sirtlarning pürüzlülük darajasi ta'sir qiladi; sirtning silliqligi qanchalik baland bo'lsa, shunchalik katta bo'ladi charchoq kuch va korroziya qarshilik bo'ladi.[9] Ishqalanish juftlashuvchi qismlar orasidagi sirtni tekislash bilan ham kamayadi. Sirtning pürüzlülüğüne nisbatan geometrik xususiyatlari quyidagicha:
- Ibratli og'ishlar
- Yuzaki to'lqin
- Mikro qoidabuzarliklar
Yuzaki pürüzlülüğü, mikro-usulsüzlüklerin balandligi va o'rtacha pürüzlülük indeksi bilan baholash mumkin. Yuzaki pürüzlülük quyidagi atamalar bilan belgilanadi:
- Haqiqiy profil
- Ma'lumotnoma profili
- Ma'lumot profil
- Asosiy profil
- O'rtacha pürüzlülük indeksi
- Yuzaki pürüzlülük raqami va boshqalar.
Yuzaki pürüzlülük soni: Sirt pürüzlülüğü soni [R (a)] o'rtacha qiymatni bildiradi ketish proyeksiyalaridan sirtning namuna olish bilan ifodalanadigan uzunlik mikrometrlar. U R (a) = {h1 + h2 + h3 + ..... + hn} / n bilan berilgan. Yuzaki pürüzlülüğü quyidagi atamalardan ba'zilari yordamida o'lchash mumkin:
- Yuzaki o'lchov
- Tekis qirra
- Profilograf
- Profilometr
- Optik yassi va boshqalar.
Chizma va texnologik varaqlar ishlab chiqarish

Ishlab chiqarishda chizilgan pürüzlülüğün buzilishi, ilova qilingan rasmda ko'rsatilgan.
Jarayon varaqalari
Komponentning ishlab chiqarish chizmasi odatda a deb nomlanuvchi varaq bilan birga keladi texnologik varaq, bu ishlab chiqarish uchun tavsiya etilgan operatsiyalar ketma-ketligini bildiradi. Unda har bir harakat yoki hodisa uchun mashinalar, asboblar va ko'nikmalar ro'yxati ko'rsatilishi kerak. Texnologik varaq quyidagilardan iborat bo'lishi kerak:
- Ishning tavsifi
- Komponent raqami
- Hajmi va vazni
- Velosiped vaqti
- Chizilgan raqam
- Tartib raqami va boshqalar.
Texnologik varaqlardan foydalanish
Texnologik varaqlar quyidagilarni taqdim etadi:
- Ish uchun bajarilishi kerak bo'lgan turli xil operatsiyalarning umumiy ko'rinishi.
- Mahsulotni loyihalash paytida zavodning maketiga yordam berish.
- Xarajatlarni baholash, standart xarajatlar, ishlab chiqarishni nazorat qilish va mahsuldorlikni baholashda yordam berish.
- Uchun ma'lumot metodlarni o'rganish xodimlar, ishlab chiqarish jarayonini optimallashtirish uchun.
Chizmalarning ishlab chiqarish printsiplari
Ishlab chiqarish rasmlari standart o'lchamdagi chizilgan varaqlarda va yoki nashrlarda tayyorlanishi kerak. Ob'ektning to'g'ri o'lchamlari va o'lchamlari nafaqat grafik ko'rinishlar ko'rinishidan, balki har qanday foydalaniladigan chiziqlar, o'lchovlar, yozuvlar, tarozilar va boshqalardan ham manfaatdor bo'lgan har bir kishiga imkon beradigan ko'rinishga ega bo'lishi mumkin. ishlatilgan konventsiyalar bilan - vazifalar, mahsulotlar va jarayonni aniq va aniq tushunishga ega bo'lish. The ISO 128 xalqaro standartlari rasm chizish konventsiyalarini tavsiflash, tafsilotlar, shu jumladan ko'rinishlar, chiziqlar, kesmalar va qismlar, ammo ular universal qo'llanilmaydi (Hindistonda ushbu standartlar Hindiston standartlari byurosi ).
Choyshablarni chizish
Ishlab chiqarishda standart o'lchamdagi varaqlar odatda qog'ozni tejash va rasmlarning qulay saqlanishini ta'minlash uchun ishlatiladi. Choyshablarning texnik xususiyatlarida ularning kattaligi, sarlavha blokining kattaligi va uning joylashuvi, chegaralar va ramkalarning qalinligi va boshqalar hisobga olinishi kerak.
Varaq hajmi
Chizilgan varaqlarning o'lchamlarida kuzatiladigan asosiy printsiplar:
- X: Y = 1: 1.414
- X: Y = 1, bu erda X va Y varaqning kengligi va uzunligi.
Malumot hajmi uchun (A0 ), yuzasi 1 kvadrat metr, X = 841mm va Y = 1189mm.
Sarlavha bloki
Chizmaning identifikatsiyasini o'z ichiga olgan sarlavha bloki pastki o'ng burchak burchagida chizilgan bo'shliq ichida joylashgan bo'lishi kerak. Sarlavha blokini ko'rish yo'nalishi umuman rasm bilan mos kelishi kerak. Blokda turli xil identifikatorlar mavjud: kompaniya nomi, qism nomi, chizilgan raqami, material, ishlov berish yoki tugatish va boshqalar. Chizma standartiga qarab sarlavha bloklari o'zgaradi.
Shuningdek qarang
Adabiyotlar
- ^ K.L. Narayana. Ishlab chiqarish chizmasi. New Age International. ISBN 81-224-0953-9.
- ^ Bxatt, N.D. Mashinada rasm chizish. Charotar nashriyoti. ISBN 978-81-85594-95-8.
- ^ Reddi, Venkata (2009). Ishlab chiqarish chizmasi. New Age International. ISBN 978-81-224-2288-7.
- ^ Miller, Jon (1932). Ishlab chiqarish rasmlari. Rays instituti.
- ^ Narayana, K. Mashinada rasm chizish. ISBN 81-224-0953-9.
- ^ a b Mashinada rasm chizish va kompyuter grafikasi, Farazdak Hayderi, Nirali Prakashan. ISBN 978-93-8072-527-7
- ^ Ishlab chiqarish chizmasi, K.L. Narayana, New Age International Publishers. ISBN 81-224-0953-9
- ^ Mashinada rasm chizish, P. Kannaiah, New Age International Publishers. ISBN 978-81-224-1917-7
- ^ Pohit, Goutam (2002). AutoCAD bilan mashina chizish. Pearson ta'limi. ISBN 81-317-0677-X.