Stress-kuchlanish egri chizig'i - Stress–strain curve

Yilda muhandislik va materialshunoslik, a stress-kuchlanish egri chunki material o'rtasidagi munosabatni beradi stress va zo'riqish. U asta-sekin qo'llash orqali olinadi yuk sinov kuponiga va o'lchash deformatsiya, undan stress va kuchlanishni aniqlash mumkin (qarang) qisish sinovlari ). Ushbu egri chiziqlar ko'pini ochib beradi materialning xususiyatlari kabi Yosh moduli, hosil qilish kuchi va oxirgi tortishish kuchi.
Ta'rif
Umuman aytganda, har qanday deformatsiyadagi stress va kuchlanish o'rtasidagi munosabatni ifodalovchi egri chiziqlar, kuchlanishning egri chiziqlari deb qaralishi mumkin. Stress va kuchlanish normal, kesish yoki aralash bo'lishi mumkin, shuningdek bir eksa, ikki ekssial yoki ko'p eksenli bo'lishi mumkin, hatto vaqt o'tishi bilan o'zgarishi mumkin. Deformatsiyaning shakli siqilish, cho'zish, burish, burilish va boshqalar bo'lishi mumkin. Agar boshqacha aytilmagan bo'lsa, kuchlanish-kuchlanish egri chizig'i sinovda o'lchangan materiallarning eksenel normal kuchlanish va eksenel normal kuchlanishlari o'rtasidagi bog'liqlikni anglatadi.
Muhandislik stress va kuchlanish
Dastlabki tasavvurlar maydonini ko'rib chiqing teng va qarama-qarshi kuchlarga duchor bo'lish uchlari tortib, bar keskinlik ostida. Materiallar kuchning chiziqning tasavvurlar maydoniga nisbati va eksenel uzayishi sifatida aniqlangan stressni boshdan kechirmoqda:




Subscript 0 namunaning asl o'lchamlarini bildiradi. Stress uchun SI birligi kvadrat metr uchun Nyuton yoki paskal (1 paskal = 1 Pa = 1 N / m2) va kuchlanish birliksiz bo'ladi. Ushbu material uchun kuchlanish-kuchlanish egri chizig'i namunani cho'zish va kuchlanish o'zgarishini namuna sinishigacha kuchlanish bilan qayd etish orqali chiziladi. An'anaga ko'ra, kuchlanish gorizontal o'qga, stress esa vertikal o'qga o'rnatiladi. E'tibor bering, muhandislik maqsadlari uchun ko'pincha deformatsiya jarayonida materialning tasavvurlar maydoni o'zgarmaydi. Bu to'g'ri emas, chunki elastik va plastik deformatsiya tufayli deformatsiya paytida haqiqiy maydon kamayadi. Asl kesma va gabarit uzunligiga asoslangan egri chiziq deyiladi muhandislik stress-kuchlanish egri chizig'i, bir lahzali tasavvurlar maydoni va uzunligiga asoslangan egri chiziq esa deyiladi haqiqiy stress-kuchlanish egri. Agar boshqacha ko'rsatilmagan bo'lsa, odatda muhandislik stress-zo'riqishidan foydalaniladi.
Haqiqiy stress va zo'riqish

Bo'lim maydonining qisqarishi va rivojlangan cho'zishning keyingi cho'zishga e'tibor berilmagan ta'siri tufayli, haqiqiy kuchlanish va kuchlanish muhandislik kuchlanishi va kuchlanishidan farq qiladi.


Bu erda o'lchamlar oniy qiymatlardir. Namuna konservatsiyasini va deformatsiyaning bir xil bo'lishini taxmin qilsak,

Haqiqiy kuchlanish va kuchlanish muhandislik zo'riqishi va kuchlanish bilan ifodalanishi mumkin. Haqiqiy stress uchun,

Kuchlanish uchun,

Ikkala tomonni ham birlashtiring va chegara shartini qo'llang,

Shunday qilib, kuchlanish sinovida haqiqiy stress muhandislik kuchlanishidan kattaroq va haqiqiy kuchlanish muhandislik kuchlanishidan kamroq. Shunday qilib, kuchlanish va kuchlanishning haqiqiy egri chizig'ini belgilaydigan nuqta yuqoriga va chapga siljitilib, unga tenglashtirilgan muhandislik kuchlanish-kuchlanish egri chizig'ini aniqlaydi. Haqiqiy va muhandislik kuchlanishlari va shtammlari orasidagi farq plastik deformatsiya bilan ortadi. Past darajadagi shtammlarda (masalan, elastik deformatsiya), ularning orasidagi farqlar ahamiyatsiz. Uzoqqa chidamlilik nuqtasiga kelsak, u kuchlanish-kuchlanish egri chizig'ining eng yuqori nuqtasidir, lekin haqiqiy kuchlanish-kuchlanish egri chizig'ida alohida nuqta emas. Muhandislik stressi namuna bo'ylab qo'llaniladigan kuchga mutanosib bo'lganligi sababli, bo'yin hosil bo'lish mezonini belgilash mumkin .



Ushbu tahlil UTS nuqtasining mohiyatini taklif qiladi. Ishni kuchaytirish effekti UTS nuqtasida kesim maydonining qisqarishi bilan mutanosibdir.
Bo'yin hosil bo'lgandan keyin namuna heterojen deformatsiyaga uchraydi, shuning uchun yuqoridagi tenglamalar haqiqiy emas. Bo'yindagi stress va kuchlanish quyidagicha ifodalanishi mumkin:


Haqiqiy stress va kuchlanish o'rtasidagi munosabatni tavsiflash uchun odatda empirik tenglama qo'llaniladi.

Bu yerda, bu kuchlanishni qattiqlashtiruvchi koeffitsient va quvvat koeffitsienti. bu materialning qattiqlashadigan xatti-harakatining o'lchovidir. Yuqori bo'lgan materiallar bo'yinbog'iga nisbatan ko'proq qarshilikka ega. Odatda, xona haroratidagi metallar mavjud 0,02 dan 0,5 gacha.[1]


Bosqichlar
Xona haroratida past karbonli po'latdirning kuchlanish kuchlanish egri chizig'i 1-rasmda keltirilgan. Har xil xatti-harakatlarni ko'rsatadigan bir necha bosqichlar mavjud, bular turli xil mexanik xususiyatlarni taklif qiladi. Tushuntirish uchun materiallar 1-rasmda ko'rsatilgan bir yoki bir nechta bosqichlarni o'tkazib yuborishi yoki umuman boshqacha bosqichlarga ega bo'lishi mumkin.
Birinchi bosqich chiziqli elastik mintaqa. Stress zo'riqish bilan mutanosib, ya'ni ga bo'ysunadi umumiy Xuk qonuni va nishab Yosh moduli. Ushbu mintaqada material faqat elastik deformatsiyaga uchraydi. Bosqichning oxiri plastik deformatsiyaning boshlanish nuqtasidir. Ushbu nuqtaning stress komponenti quyidagicha aniqlanadi hosil qilish kuchi (yoki yuqori rentabellik nuqtasi, qisqacha UYP).
Ikkinchi bosqich - bu kuchlanishning qattiqlashishi mintaqa. Ushbu mintaqa stress kuchlanish nuqtasidan tashqariga chiqqandan so'ng boshlanadi va maksimal quvvat nuqtasida maksimal darajaga etadi, bu esa ushlab turilishi mumkin bo'lgan maksimal stressdir va oxirgi tortishish kuchi (UTS). Ushbu mintaqada stress asosan material uzayganda kuchayadi, faqat po'lat kabi ba'zi bir materiallar uchun boshida deyarli tekis mintaqa mavjud. Yassi mintaqaning kuchlanishi past rentabellik nuqtasi (LYP) deb belgilanadi va hosil bo'lishi va tarqalishi natijasida hosil bo'ladi Lyuders guruhlari. Shubhasiz, heterojen plastik deformatsiya yuqori oqim kuchida polosalarni hosil qiladi va deformatsiyaga ega bo'lgan bu chiziqlar namlik bo'ylab pastroq oqim darajasida tarqaladi. Namuna yana bir xil deformatsiyaga uchraganidan so'ng, kengayish borishi bilan stressning kuchayishi ishni kuchaytirish natijasida kelib chiqadi, ya'ni zich dislokatsiyalar plastik deformatsiyadan kelib chiqadigan dislokatsiyalarning keyingi harakatiga to'sqinlik qiladi. Ushbu to'siqlarni engib o'tish uchun qanchalik baland bo'lsa siljish stressini hal qildi qo'llanilishi kerak. Zo'riqish to'planganda, kuchlanish kuchayib borguncha, ishni kuchaytirish kuchayadi.
Uchinchi bosqich - bo'yinbog 'mintaqasi. Uzatilish kuchidan tashqari, a bo'yin mahalliy tasavvurlar maydoni o'rtacha qiymatdan sezilarli darajada kichikroq bo'lgan shakllar. Bo'yin deformatsiyasi heterojen bo'lib, o'zini kuchaytiradi, chunki stress kichik qismda ko'proq to'planadi. Bunday ijobiy fikrlar bo'yinbog'ning tez rivojlanishiga olib keladi va sinishga olib keladi. E'tibor bering, tortish kuchi kamayib borayotgan bo'lsa-da, ishni kuchaytirish hali ham davom etmoqda, ya'ni haqiqiy kuchlanish kuchayib boradi, ammo muhandislik kuchlanishi kamayadi, chunki qisqargan qism maydoni hisobga olinmaydi. Ushbu mintaqa sinish bilan tugaydi. Singanidan keyin foiz uzayishi va kesim maydonining kamayishini hisoblash mumkin.
Tasnifi
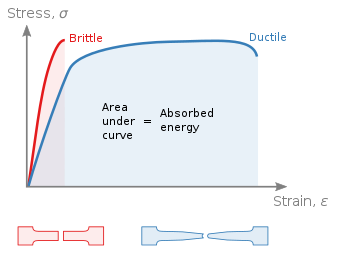
Turli xil materiallar guruhlarining stress-kuchlanish egri chiziqlari orasida ba'zi bir umumiy xususiyatlarni ajratish va shu asosda materiallarni ikkita keng toifaga ajratish mumkin; ya'ni egiluvchan materiallar va mo'rt materiallar.[2]:51
Moslashuvchan materiallar
Egiluvchan o'z ichiga olgan materiallar strukturaviy po'latdir va boshqa metallarning ko'plab qotishmalari, normal haroratda hosil berish qobiliyati bilan ajralib turadi.[2]:58
Kam uglerodli po'lat odatda aniq chiziqli kuchlanish va kuchlanish munosabatlarini namoyish etadi rentabellik darajasi (Shakl 1). Egri chiziqli qismi elastik mintaqa, nishab esa elastiklik moduli yoki Yosh moduli .Ko'pgina egiluvchan materiallar, shu jumladan ba'zi metallar, polimerlar va keramika rentabellikga ega. Plastik oqim yuqori rentabellik nuqtasida boshlanadi va pastki qismida davom etadi. Past rentabellikda doimiy deformatsiya namuna bo'yicha heterojen tarzda taqsimlanadi. Yuqori rentabellik nuqtasida hosil bo'lgan deformatsiya tasmasi pastki rentabellik nuqtasida uzunlik bo'ylab tarqaladi. Guruh plyonkalar zo'riqishida butun o'lchagichni egallaydi. Ushbu nuqtadan tashqari, qattiq ish boshlanadi. Chiqish nuqtasining ko'rinishi tizimdagi dislokatsiyani mahkamlash bilan bog'liq. Masalan, qattiq eritma dislokatsiyalar bilan o'zaro ta'sir qiladi va pin vazifasini bajaradi va dislokatsiyani harakatlanishiga yo'l qo'ymaydi. Shuning uchun harakatni boshlash uchun zarur bo'lgan stress katta bo'ladi. Dislokatsiya pimdan qochib qutulguncha, uni davom ettirish uchun zarur bo'lgan stress kamroq bo'ladi.
Chiqish nuqtasidan keyin egri odatda bir oz pasayadi dislokatsiyalar qochish Cottrell atmosferasi. Deformatsiyaning davom etishi natijasida stress kuchayadi kuchlanishning qattiqlashishi u yetguncha yakuniy kuchlanish stressi. Ushbu nuqtaga qadar tasavvurlar maydoni teng ravishda kamayadi Poisson kasılmaları. Keyin u bo'ynini boshlaydi va nihoyat sinadi.
Suyuq materiallarda bo'yinbog'ning ko'rinishi tizimdagi geometrik beqarorlik bilan bog'liq. Tabiiy bir xil bo'lmaganligi sababli, uning ichida yoki sirtida kichik qo'shimchalar yoki g'ovakliligi bo'lgan ba'zi hududlarni topish odatiy holdir, bu erda shtamm to'planib, boshqa mintaqalarga qaraganda mahalliy darajada kichikroq maydonga olib keladi. Uzoq muddatli kuchlanishdan kam bo'lgan kuchlanish uchun ushbu mintaqada qattiqlashuv tezligining o'sishi maydonni kamaytirish darajasidan kattaroq bo'ladi, shuning uchun bu mintaqani boshqalarga qaraganda deformatsiyalash qiyinroq bo'ladi, shuning uchun beqarorlik yo'q qilinadi, ya'ni materiallar oxirgi darajadagi zo'riqishgacha bir xillikni susaytirish qobiliyatiga ega. Biroq, kuchlanish kuchayib borishi bilan, ishning qattiqlashishi darajasi pasayadi, shuning uchun hozirgi vaqtda kichikroq hudud boshqa mintaqaga qaraganda zaifroq bo'ladi, shuning uchun maydonning qisqarishi bu mintaqada to'planib, bo'ynining sinishi paydo bo'lguncha tobora kuchayib boradi. Bo'yin materiallarda hosil bo'lgandan so'ng, plastik deformatsiya bo'ynida to'planadi, qolgan qismi esa qisish kuchining pasayishi tufayli elastik qisqarishga uchraydi.
Moslashuvchan materialning kuchlanish kuchlanish egri chizig'ini ishlatib, taxminan taxmin qilish mumkin Ramberg-Osgood tenglamasi.[3] Ushbu tenglamani amalga oshirish uchun to'g'ridan-to'g'ri tushuniladi va faqat materialning chidamliligi, yakuniy kuchi, elastik moduli va foiz uzayishini talab qiladi.
Mo'rt materiallar
Cho'yan, shisha va toshni o'z ichiga oladigan mo'rt materiallar, yorilish uzayish tezligi oldindan sezilarli o'zgarmasdan sodir bo'lishi bilan tavsiflanadi,[2]:59 ba'zan ular hosil berishdan oldin sinadi.
Mo'rt kabi materiallar beton yoki uglerod tolasi aniq belgilangan rentabellikga ega bo'lmang va qattiqlashmang. Shuning uchun, yakuniy kuch va sinish kuchi bir xil. Odatda mo'rt materiallar stakan hech birini ko'rsatma plastik deformatsiya ammo deformatsiya sodir bo'lganda muvaffaqiyatsizlikka uchraydi elastik. Mo'rt nosozlikning xususiyatlaridan biri shundaki, ikkita singan qismni birlashtirilib, asl tarkibiy qism bilan bir xil shakl hosil qilish mumkin, chunki egiluvchan materiallar singari bo'yin hosil bo'lmaydi. Mo'rt material uchun odatdagi kuchlanish va kuchlanish egri chiziqli bo'ladi. Kabi ba'zi materiallar uchun beton, tortishish kuchi bosim kuchiga nisbatan ahamiyatsiz va ko'plab muhandislik dasturlari uchun u nolga teng deb hisoblanadi. Shisha tolalar bor mustahkamlik chegarasi po'latdan kuchliroq, ammo katta shisha odatda bunday qilmaydi. Buning sababi stress intensivligi omili materialdagi nuqsonlar bilan bog'liq. Namunaning kattalashishi bilan nuqsonlar hajmi ham o'sib boradi. Umuman olganda, arqonning tortishish kuchi har doim uning alohida tolalari qisish kuchlari yig'indisidan kam bo'ladi.