Uskunaning umumiy samaradorligi - Overall equipment effectiveness
Ushbu maqolada bir nechta muammolar mavjud. Iltimos yordam bering uni yaxshilang yoki ushbu masalalarni muhokama qiling munozara sahifasi. (Ushbu shablon xabarlarini qanday va qachon olib tashlashni bilib oling) (Ushbu shablon xabarini qanday va qachon olib tashlashni bilib oling)
|
Uskunaning umumiy samaradorligi (OEE) qanchalik yaxshi ekanligini o'lchaydigan o'lchovdir ishlab chiqarish operatsiyani bajarish uchun rejalashtirilgan davrlarda to'liq imkoniyatlari bilan taqqoslaganda (imkoniyatlar, vaqt va materiallar) ishlatiladi. Bu ishlab chiqarish vaqtining chindan ham samarali bo'lgan foizini aniqlaydi. 100% OEE faqat yaxshi qismlar ishlab chiqarilishini anglatadi (100%) sifat), maksimal tezlikda (100%) ishlash) va uzilishlarsiz (100%) mavjudlik).
OEEni o'lchash ishlab chiqarishning eng yaxshi amaliyotidir. OEE va asosiy yo'qotishlarni o'lchash orqali ishlab chiqarish jarayonini muntazam ravishda takomillashtirish bo'yicha muhim tushunchalarga ega bo'lish mumkin. OEE - bu yo'qotishlarni aniqlash, ishlab chiqarishni belgilash va ishlab chiqarish uskunalarining samaradorligini oshirish (ya'ni chiqindilarni yo'q qilish) uchun samarali ko'rsatkich.
Uskunaning umumiy samaradorligi (TEEP) OEE-ni faqat rejalashtirilgan ish soatlariga emas, balki kalendar soatlarga qarab belgilaydigan chambarchas bog'liq o'lchovdir. 100% TEEP, operatsiyalar OEE bilan kuniga 24 soat va yiliga 365 kun (100%) bilan ishlaganligini anglatadi (100%) yuklash).
OEE atamasi tomonidan ishlab chiqilgan Seiichi Nakajima.[1] Bunga asoslanadi Xarrington Emerson mehnat samaradorligi to'g'risida fikrlash uslubi.[iqtibos kerak ] OEE ning umumiy shakli turli sohalardagi ishlab chiqarish birliklarini taqqoslash imkonini beradi. Biroq, bu mutlaqo o'lchov emas va jarayonning samaradorligini oshirish va qanday qilib yaxshilanishni aniqlash uchun eng yaxshisidir.[2]OEE o'lchovi odatda a sifatida ishlatiladi ishlashning asosiy ko'rsatkichi (KPI) bilan birgalikda oriq ishlab chiqarish muvaffaqiyat ko'rsatkichini ta'minlashga qaratilgan harakatlar. OEEni tizimni o'z ichiga olgan oltita ko'rsatkichni qisqacha muhokama qilish orqali tasvirlash mumkin ("Olti katta yo'qotish").
OEE va TEEP uchun hisob-kitoblar
Ishlab chiqarish birligining OEE qiymati uchta alohida komponentning mahsuloti sifatida hisoblanadi:
- Mavjudligi: operatsiya bajarilishi mumkin bo'lgan rejalashtirilgan vaqtning foizlari. Ko'pincha Uptime deb nomlanadi.
- Ishlash: Ish Markazi mo'ljallangan tezlikning foiziga ishlaydigan tezlik.
- Sifat: Ishga tushirilgan jami birliklarning foizida ishlab chiqarilgan yaxshi birliklar. U odatda "deb nomlanadi birinchi o'tish rentabelligi (FPY).
TEEPni hisoblash uchun OEE to'rtinchi komponentga ko'paytiriladi:
- Yuklanmoqda: aslida ishlashga rejalashtirilgan umumiy kalendar vaqtining foizlari.
OEE hisob-kitoblari unchalik murakkab emas, ammo asos sifatida foydalaniladigan standartlarga e'tibor berish kerak. Bundan tashqari, ushbu hisob-kitoblar ish markazida yoki qismning raqamlari darajasida amal qiladi, ammo yig'ma darajalarga o'tsa, yanada murakkablashadi.[3]
Uskunaning umumiy samaradorligi
OEE ning uchta tarkibiy qismining har biri takomillashtirishga yo'naltirilgan jarayonning bir tomoniga ishora qiladi. OEE har qanday individual ish markazida qo'llanilishi yoki bo'lim yoki zavod darajalarida to'planishi mumkin. Ushbu vosita, shuningdek, ma'lum bir qism raqami, Shift yoki boshqa biron bir parametr kabi juda aniq tahlil qilish uchun burg'ulashga imkon beradi va har qanday ishlab chiqarish jarayoni 100% OEE da ishlashi ehtimoldan yiroq emas. Ko'pgina ishlab chiqaruvchilar qiyin maqsadni belgilash uchun o'z sanoatini etalon qilib ko'rsatadilar; 85% nodir emas.
- OEE (Mavjudligi) * (Ishlash) * (Sifat) formulasi bilan hisoblanadi.
- Quyida keltirilgan misollardan foydalanib:
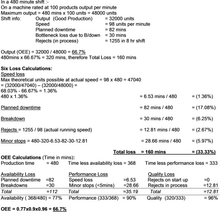
- (Mavjudligi = 86,6%) * (Ishlash = 93%) * (Sifat = 91,3%) = (OEE = 73,6%)
Shu bilan bir qatorda va ko'pincha osonroq, OEE optimal sharoitlarda ehtiyot qismlarni ishlab chiqarish uchun zarur bo'lgan minimal vaqtni qismlarni ishlab chiqarish uchun zarur bo'lgan vaqtga bo'lish yo'li bilan hisoblanadi. Masalan:
- Jami vaqt: 8 soatlik smena yoki 28,800 soniya, 14,400 qism ishlab chiqaradi yoki har 2 soniyada bitta qism.
- Mumkin bo'lgan eng tez aylanish davri 1,5 soniyani tashkil qiladi, shuning uchun 14,400 qismni ishlab chiqarish uchun atigi 21,600 soniya kerak bo'ladi. Qolgan 7200 soniya yoki 2 soat yo'qoldi.
- OEE endi 21,600 soniyani 28,800 soniyaga bo'linadi (har bir qism uchun minimal 1,5 soniyani 2 ta haqiqiy soniyaga ajratish bilan bir xil) yoki 75%.
Uskunaning umumiy samaradorligi
OEE samaradorlikni rejalashtirilgan soatlarga qarab o'lchagan bo'lsa, TEEP samaradorlikni taqvimiy soatlarga nisbatan o'lchaydi, ya'ni: kuniga 24 soat, yiliga 365 kun.
Shuning uchun TEEP aktivlarning "pastki qatoridan" foydalanish to'g'risida xabar beradi.
TEEP = Yuklash * OEE[3]
Yuklanmoqda
TEEP metrikasining yuklash qismi mavjud bo'lgan taqvim vaqtiga nisbatan operatsiya rejalashtirilgan vaqt foizini aks ettiradi. Yuklab olish metrikasi - bu Rejalash samaradorligining sof o'lchovidir va ushbu operatsiyani qanchalik yaxshi bajarishi mumkinligini ta'sir qilishni istisno qilish uchun mo'ljallangan.
Hisoblash: Yuklash = Rejalashtirilgan vaqt / taqvim vaqti
Misol:
Berilgan Ish Markazi haftasiga 5 kun, kuniga 24 soat ishlashni rejalashtirmoqda.
Ma'lum bir hafta uchun Taqvimning umumiy vaqti 7 kun, 24 soat.
Yuklanish = (5 kun x 24 soat) / (7 kun x 24 soat) = 71,4%
Mavjudligi
OEE Metric-ning mavjudligi qismi operatsiyani bajarish uchun rejalashtirilgan vaqt foizini aks ettiradi. Mavjudlik ko'rsatkichi - bu Sifat va Ishlash ta'sirini istisno qilish uchun mo'ljallangan Uptime-ning sof o'lchovidir. Mavjud bo'lmagan sarf-xarajatlar tufayli yuzaga keladigan zararlar deyiladi mavjudlik yo'qotishlari.[4]
Misol:Belgilangan Ish Markazi 8 soatlik (480 daqiqalik) smenada 30 daqiqali rejalashtirilgan tanaffus bilan ishlaydi va tanaffus paytida liniyalar to'xtaydi va rejadan tashqari to'xtash vaqti 60 minutni tashkil qiladi.
Rejalashtirilgan vaqt = 480 daqiqa - 30 daqiqa = 450 daqiqa.
Ish vaqti = 480 daqiqa - 30 daqiqali jadvalni yo'qotish - 60 daqiqa rejadan tashqari ishlamay qolish = 390 daqiqa
Hisoblash: mavjudligi = ish vaqti / rejalashtirilgan vaqt[5]
Mavjudligi = 390 daqiqa / 450 daqiqa = 86,6%
Ishlash va samaradorlik
"Jarayon tezligi" deb ham ataladigan OEE Metric-ning ishlash qismi Ish markazining ishlab chiqilgan tezligidan foizga nisbati bilan ishlash tezligini ifodalaydi. Ishlash metrikasi - bu tezlikni sof o'lchovidir, bu Sifat va mavjudlik ta'sirini istisno qilish uchun mo'ljallangan. Isrof qilingan ishlash tufayli yo'qotishlar ham tez-tez chaqiriladi tezlikni yo'qotish. Amalda tezlikni yo'qotishlarini aniqlash ko'pincha qiyin bo'ladi va odatdagi yondashuv shunchaki qolgan noma'lum yo'qotishlarni tezlikni yo'qotish sifatida belgilashdir.
Hisoblash: ishlash (Hosildorlik ) = (Ishlab chiqarilgan qismlar * Ideal tsikl vaqti) / Ish vaqti[6]
Misol:
Ma'lum bir ish markazi 30 daqiqalik rejalashtirilgan tanaffus bilan 8 soatlik (480 daqiqa) smenada ishlashi rejalashtirilgan.
Ish vaqti = 450 min Rejalashtirilgan - 60 Min Rejadan tashqari to'xtash vaqti = 390 daqiqa
Ishlab chiqarilayotgan qism uchun standart stavka - 40 birlik / soat yoki 1,5 minut / birlik
Ish markazi smena davomida 242 ta birlik ishlab chiqaradi. Izoh: asos yaxshi birliklar emas, balki jami birliklardir. Ishlash ko'rsatkichi Sifat uchun jazolamaydi.
Qismlarni ishlab chiqarish vaqti = 242 birlik * 1,5 daqiqa / birlik = 363 daqiqa
Ishlash (samaradorlik) = 363 daqiqa / 390 daqiqa = 93,1%
Sifat
OEE metrikasining sifat qismi Boshlangan birliklarning foizida ishlab chiqarilgan yaxshi birliklarni aks ettiradi. Sifat metrikasi - bu mavjudlik va ishlash ta'sirini istisno qilish uchun ishlab chiqilgan jarayon rentabelligining sof o'lchovidir. Qusurlar va qayta ishlash tufayli yo'qotishlar deyiladi sifat yo'qotishlari va sifatli to'xtaydi.Tuzatilgan qayta ishlangan birliklar faqat quyidagicha o'lchanadi rejadan tashqari to'xtash vaqti birliklar esa ish vaqtiga ham, birliklar soniga ham ta'sir qilishi mumkin.
Hisoblash: Sifat = (ishlab chiqarilgan birliklar - nuqsonli birliklar) / (ishlab chiqarilgan birliklar)[5]
Misol:
242 dona ishlab chiqarilmoqda. 21 tasi nuqsonli.
(Ishlab chiqarilgan 242 dona - 21 nuqsonli birlik) = 221 dona
221 ta yaxshi birlik / 242 ta ishlab chiqarilgan birlik = 91,32%
"Oltita katta yo'qotish"
Eng katta yo'qotish manbalarini yaxshiroq aniqlash va ko'rsatkichlarni oshirish uchun yaxshilanishi kerak bo'lgan yo'nalishlarga aniqlik kiritish uchun ushbu toifalar (Mavjudligi, ishlashi va sifati ) OEE-ga "oltita katta yo'qotish" deb nomlanadigan narsalarga bo'lingan.
Ular quyidagicha tasniflanadi:
| Mavjudligi | Ishlash | Sifat |
|---|---|---|
| Rejalashtirilgan to'xtash vaqti | Kichik to'xtash joylari | Ishlab chiqarishni rad etish |
| Buzilishlar | Tezlikni yo'qotish | Ishga tushirishni rad etadi |
Ushbu toifadagi yo'qotishlarni aniqlashning sababi, zararni kamaytirish va umumiy OEEni yaxshilash uchun aniq qarshi choralar qo'llanilishi mumkin.
Jami samarali texnik xizmat
OEE-ni doimiy ravishda takomillashtirish TPM-ning maqsadi (Jami samarali texnik xizmat ). Xususan, Seiichi Nakajima tomonidan belgilab qo'yilgan TPM maqsadi "OEE-ga ta'sir ko'rsatadiganlarning hammasini kichik guruh faoliyatiga jalb qilish orqali doimiy ravishda takomillashtirish". Bunga erishish uchun TPM asboblar qutisi OEE yo'qotishlarining har olti turini kamaytirish uchun Fokuslangan takomillashtirish taktikasini ishlab chiqadi. Masalan, Fokuslangan takomillashtirish Buzilish xavfini muntazam ravishda kamaytirish taktikasi, odamlarning xatosi va tezkor eskirishni kamaytirish uchun aktivlar holatini qanday yaxshilashni va ish usullarini standartlashtirishni belgilaydi.
OEE-ni Fokuslangan takomillashtirish bilan birlashtirish OEE-ni eng past ko'rsatkichdan etakchi ko'rsatkichga aylantiradi. OEEni takomillashtirishning birinchi yo'naltirilgan takomillashtirish bosqichi barqaror OEE ga erishishdir. Namunaviy ishlab chiqarish namunasi uchun o'rtacha 5% atrofida o'zgarib turadigan narsa. Bir marta aktiv samaradorligi barqaror bo'lib, unga uskunalarning aşınma darajasi va ishlash usullarining o'zgaruvchanligi ta'sir qilmaydi. Surunkali yo'qotishlarni bartaraf etish uchun OEE takomillashtirishning ikkinchi bosqichi (optimallashtirish) amalga oshirilishi mumkin. OEE va TPM yo'naltirilgan takomillashtirish taktikasini birlashtirish samaradorlikni boshqarish ustuvor yo'nalishlarini boshqarish uchun ishlatilishi mumkin bo'lgan etakchi ko'rsatkichni yaratadi. TPM jarayoni ushbu yutuqlarni kichik funktsional takomillashtirish guruhlari orqali ta'minlaganligi sababli, OEEni takomillashtirish jarayoni oldingi guruh ishtirokini / muammolarga egalik qilish, hamkorlik va mahorat darajasini oshiradi. Aynan OEE-ning KPI, TPM Fokusli takomillashtirish taktikasi va oldingi guruh ishtiroki kabi kombinatsiyasi yutuqlarni to'sib qo'yadi va OEE-da yil davomida TPM maqsadini amalga oshiradi.
Evristik
OEE a sifatida foydalidir evristik, lekin bir nechta holatlarda buzilishi mumkin. Masalan, muayyan vaqtlarda ob'ektni torun qilish ancha qimmatga tushishi mumkin. Ishlash va sifat bir-biridan yoki mavjudlik va yuklanishdan mustaqil bo'lmasligi mumkin, tajriba vaqt o'tishi bilan rivojlanishi mumkin. Do'konlar menejerlari faoliyati hech bo'lmaganda OEE bilan taqqoslanganligi sababli, bu raqamlar ko'pincha ishonchli emas va bu raqamlarni buzishning ko'plab usullari mavjud.[7]
OEE a xususiyatlariga ega o'rtacha geometrik. Shunday qilib, u jazolaydi o'zgaruvchanlik uning tarkibiy qismlari orasida. Masalan, 20% * 80% = 16%, 50% * 50% = 25%. Agar bir yoki bir nechta tarkibiy qismlar bilan bog'liq assimetrik xarajatlar mavjud bo'lsa, unda model unchalik mos kelmasligi mumkin.
Xato narxi juda yuqori bo'lgan tizimni ko'rib chiqing. Bunday sharoitda yuqori bahoni to'g'ri baholash uchun juda muhimroq bo'lishi mumkin samaradorlik ishlash yoki mavjudlikdan ko'ra. OEE ham ma'lum darajada yopiq va potentsial statik tizimni o'z ichiga oladi. Agar biror kishi qo'shimcha resurslarni jalb qilishi mumkin bo'lsa (yoki foydalanilmagan manbalarni boshqa loyihalarga yoki biznes bo'limlariga ijaraga berishga) imkon beradigan bo'lsa, unda kutilganidan foydalanish maqsadga muvofiqroq bo'lishi mumkin. sof joriy qiymat tahlil.
Oqimdagi o'zgaruvchanlik, shuningdek, muhim xarajatlarni keltirib chiqarishi mumkin xatarlar bu keyingi modellashtirishga loyiqdir. Ta'sirchanlikni tahlil qilish va o'zgarish choralari foydali bo'lishi mumkin.
Qo'shimcha o'qish
- Hansen, Robert S (2005). Uskunaning umumiy samaradorligi (OEE). Sanoat matbuoti. ISBN 978-0-8311-3237-8.
- Koch, Arno (2007). Ishlab chiqarish guruhi uchun OEE. Makigami. ISBN 978-90-78210-08-5. (Inglizcha). (Gollandcha)., (Nemischa).
- Mahsuldorlikni rivojlantirish bo'yicha matbuot jamoasi (1999), Operatorlar uchun OEE: Uskunaning umumiy samaradorligi, Mahsuldorlik uchun press, ISBN 978-1-56327-221-9
- OEE va olingan TEEP, PEE, OAE, OPE, OFE, OTE va CTE ko'rsatkichlari, FES markazlari assotsiatsiyasi
Shuningdek qarang
Adabiyotlar
- ^ "OEE ning kelib chiqishi". OEE Foundation. Olingan 15 iyul 2015.
- ^ "OEE haqida tushunish". Olingan 7 iyul 2015.
- ^ a b "OEE haqida umumiy ma'lumot - hisoblash usullari bilan" (PDF). Olingan 23 sentyabr 2013.
- ^ "Mavjudligini tushunish". Olingan 9 oktyabr 2014.
- ^ a b "OEE-ni hisoblash - oddiy kalkulyator va OEE formulalari". SensrTrx | Bulutli ishlab chiqarish analitikasi. Olingan 15 oktyabr 2016.
- ^ "OEE Primer: OEEni hisoblash". Olingan 9 iyul 2013.
- ^ "Sizning OEE-ni qanday qilib fudge qilishning eng yaxshi uchta usuli". Olingan 5 yanvar 2014.